的放心")
的放心")
的放心")


的放心")
的放心")
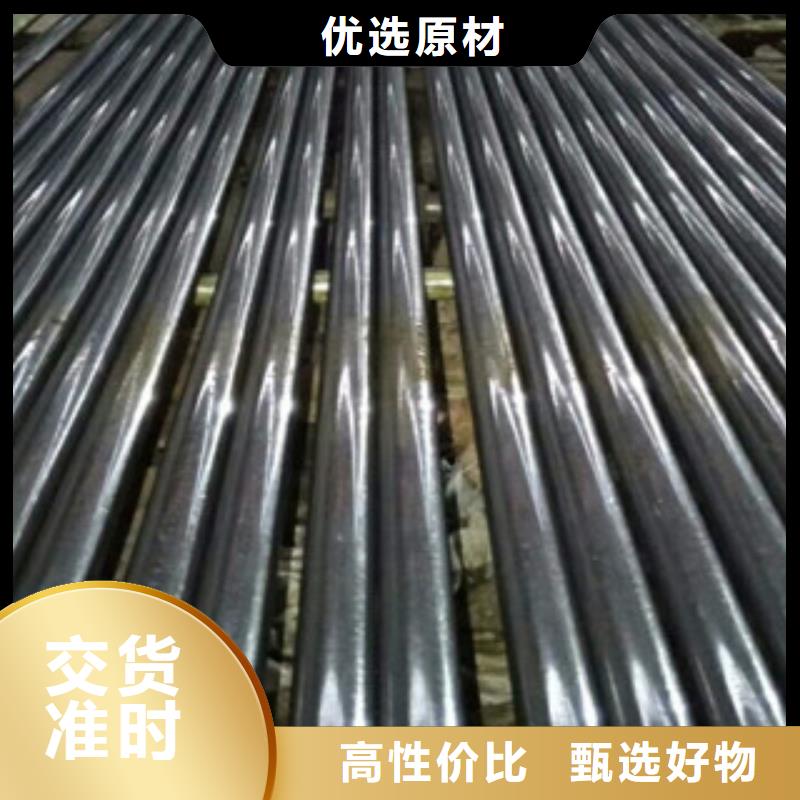
精密無(wú)縫鋼管是一種通過(guò)冷軋或冷拔處理后的高精密的鋼管;全稱(chēng):冷軋或冷拔精密無(wú)縫鋼管。
由于精密無(wú)縫鋼管內(nèi)外壁無(wú)氧化層、承受高壓無(wú)泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口、壓扁無(wú)裂縫等優(yōu)點(diǎn),所以主要用來(lái)生產(chǎn)氣動(dòng)或液壓 元件的產(chǎn)品,如氣缸或油缸,都是用無(wú)縫管。
精密無(wú)縫鋼管的化學(xué)分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。
精密鋼管和無(wú)縫鋼管的區(qū)別1、與之無(wú)縫鋼管明顯區(qū)別是:尺寸精度高,可達(dá)到0.05mm。2、精密鋼管內(nèi)外
徑表面光潔度高,客戶無(wú)需加工可直接使用;而普通無(wú)縫鋼管需客戶再車(chē)床、拋光等加工。
的放心")
的放心")
的放心")
軋制無(wú)縫管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機(jī)的切割加工成長(zhǎng)度約為1米的坯料,并經(jīng)傳送帶送到
熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200℃。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的
問(wèn)題·圓管坯出爐后要經(jīng)過(guò)壓力穿孔機(jī)進(jìn)行穿空。一般較常見(jiàn)的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)
效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。
擠壓后要脫管定徑。定徑機(jī)通過(guò)錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑
長(zhǎng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。鋼管經(jīng)矯直后
由傳送帶送至金屬探傷機(jī)(或水壓實(shí)驗(yàn))進(jìn)行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問(wèn)題,將被探測(cè)出。
鋼管質(zhì)檢后還要通過(guò)嚴(yán)格的手工挑選。鋼管質(zhì)檢后,用油漆噴上編號(hào)、規(guī)格、生產(chǎn)批號(hào)等。并由吊車(chē)吊入
倉(cāng)庫(kù)中。
的放心")
無(wú)縫鋼管與圓鋼等實(shí)心鋼材相比,在抗彎抗扭強(qiáng)度相同時(shí),重量較輕,是一種經(jīng)濟(jì)截面鋼材,廣泛用于制造結(jié)構(gòu)件和機(jī)械零件。精密鋼管在繼承無(wú)縫鋼管的優(yōu)點(diǎn)同時(shí),也具備了自己的一些特點(diǎn)。用精密制造環(huán)形零件,可提高材料利用率,簡(jiǎn)化制造工序,節(jié)約材料和加工工時(shí),如滾動(dòng)軸承套圈、千斤頂套等,已廣泛用精密鋼管來(lái)制造。精密無(wú)縫管的推廣應(yīng)用對(duì)節(jié)約鋼材,提高加工工效,減少加工工序或設(shè)備投資有重要意義,可以節(jié)約費(fèi)用和加工工時(shí),提高生產(chǎn)量和材料利用率,同時(shí)有利于提高產(chǎn)品質(zhì)量,降低成本,對(duì)提高經(jīng)濟(jì)效益有重要意義。一般對(duì)精密度要求較高的行業(yè)采用精密無(wú)縫管,沒(méi)有精密度要求的大都用無(wú)縫管,畢竟相同規(guī)格精密無(wú)縫管的價(jià)格要比無(wú)縫管高。
的放心")
的放心")
的放心")
的放心")
的放心")
蘭格精密管有限公司擁有資深的技術(shù)研發(fā)團(tuán)隊(duì)和專(zhuān)業(yè)的服務(wù)團(tuán)隊(duì),具備較強(qiáng)的科技創(chuàng)新能力和技術(shù)服務(wù)優(yōu)勢(shì)。蘭格精密管有限公司堅(jiān)持不斷創(chuàng)新,通過(guò)行業(yè)交流,不斷服務(wù)品質(zhì)。蘭格精密管有限公司始終聚焦為客戶創(chuàng)造價(jià)值,未來(lái),未藍(lán)將繼續(xù)在 廣東精密異形管領(lǐng)域精耕細(xì)作,打造卓越的產(chǎn)品和服務(wù),持續(xù)為客戶創(chuàng)造價(jià)值,推動(dòng)行業(yè)發(fā)展和社會(huì)進(jìn)步。
的放心")
的放心")
無(wú)縫管1、生產(chǎn)制造方法按生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。熱軋無(wú)縫管一般
在自動(dòng)軋管機(jī)組上生產(chǎn)。實(shí)心管坯經(jīng)檢查并表面缺陷,截成所需長(zhǎng)度,在管坯穿孔端端面上定心,然
后送往加熱爐加熱,在穿孔機(jī)上穿孔。在穿孔同時(shí)不斷旋轉(zhuǎn)和前進(jìn),在軋輥和頂頭的作用下,管坯內(nèi)部逐
漸形成空腔,稱(chēng)毛管。再送至自動(dòng)軋管機(jī)上繼續(xù)軋制。 經(jīng)均整機(jī)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格
要求。利用連續(xù)式軋管機(jī)組生產(chǎn)熱軋無(wú)縫鋼管是較先進(jìn)的方法。若欲獲得尺寸更小和質(zhì)量更好的無(wú)縫管,
必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機(jī)上進(jìn)行,鋼管在變斷面圓孔槽和不動(dòng)的
錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈?zhǔn)交螂p鏈?zhǔn)嚼浒螜C(jī)上進(jìn)行。擠壓法即將
加熱好的管坯放在密閉的擠壓圓筒內(nèi),穿孔棒與擠壓桿一起運(yùn)動(dòng),使擠壓件從較小的模孔中擠出。此法可
生產(chǎn)直徑較小的鋼管。
的放心")
的放心")
的放心")