您的位置>首頁 >甘南本地產(chǎn)品推薦News >
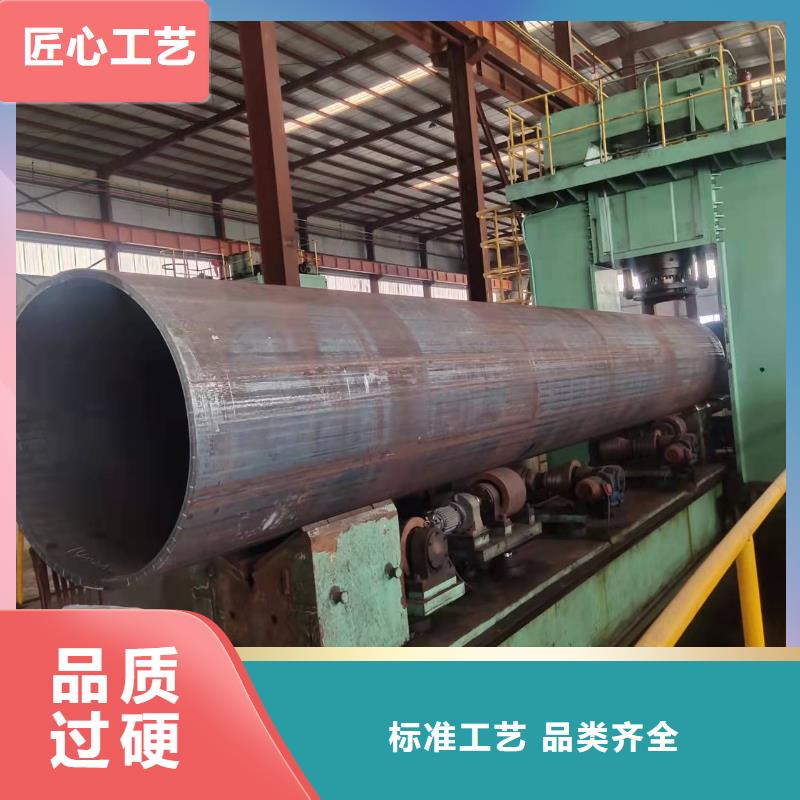
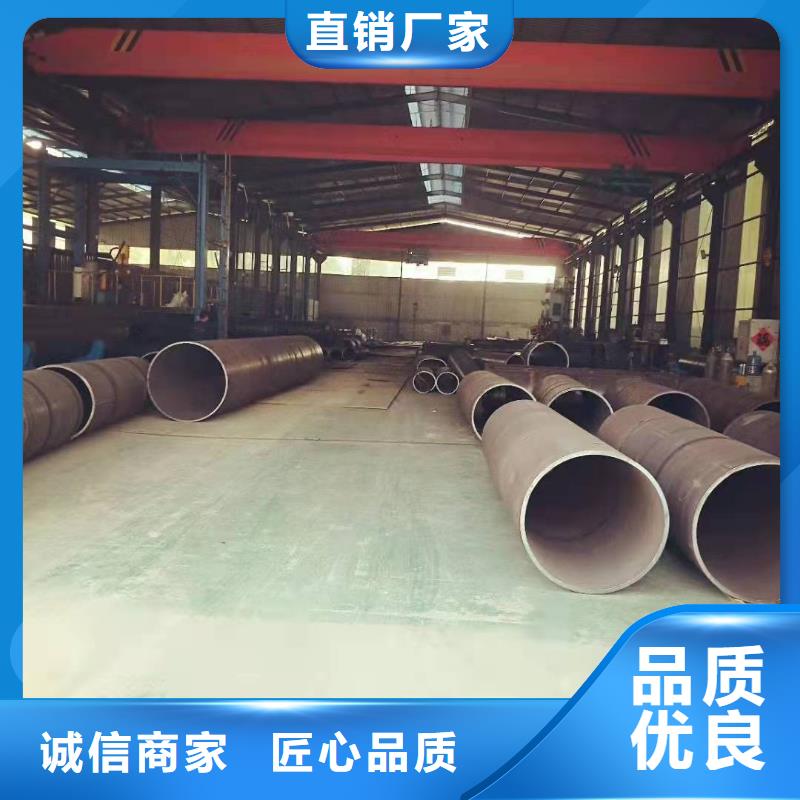
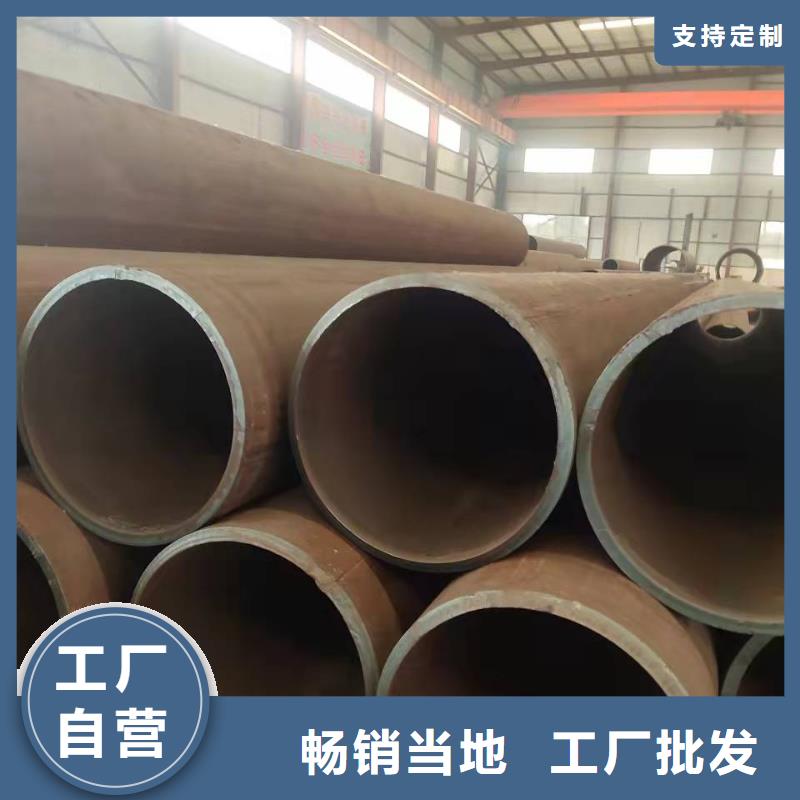
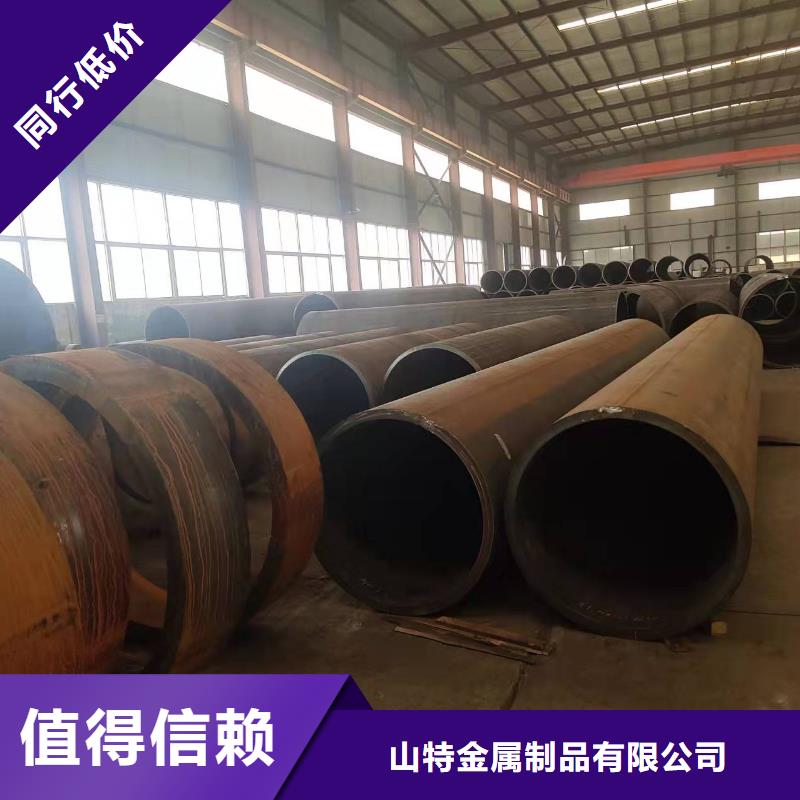
780*12鋼護筒專業(yè)鋼板卷管廠質(zhì)量放心
更新時間: 2025-01-23 19:08:09 瀏覽次數(shù):3
以下是:780*12鋼護筒專業(yè)鋼板卷管廠質(zhì)量放心的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 批發(fā) |
|---|
| 發(fā)貨期限 | 1-3天 |
|---|
| 供貨總量 | 100 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1支訂 |
|---|
| 質(zhì)量等級 | 1級 |
|---|
| 是否廠家 | 生產(chǎn)廠 |
|---|
| 產(chǎn)品材質(zhì) | 235b等 |
|---|
| 產(chǎn)品品牌 | 山特金屬 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 山東 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東 |
|---|
| 加工定制 | 可加工 |
|---|
| 產(chǎn)品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品重量 | 噸 |
|---|
| 產(chǎn)品顏色 | 碳黑 |
|---|
| 質(zhì)保時間 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 適用領(lǐng)域 | 管道 |
|---|
| 是否進口 | 否 |
|---|
| 質(zhì)量認證 | 3年 |
|---|
| 產(chǎn)品功率 | 32 |
|---|
| 工作溫度 | 常溫 |
|---|
| 公司品牌 | 山特金屬 |
|---|
| 材質(zhì) | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 橢圓度 | 正負3MM |
|---|
| 執(zhí)行標準 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 適用區(qū)域 | 電力 化工 設(shè)備 管道 電機殼等 |
|---|
以下是:780*12鋼護筒專業(yè)鋼板卷管廠質(zhì)量放心的圖文視頻
導(dǎo)讀 您是想要在甘肅省合作市采購高質(zhì)量的780*12鋼護筒專業(yè)鋼板卷管廠質(zhì)量放心產(chǎn)品嗎?山特金屬制品有限公司是您的不二之選!我們致力于提供品質(zhì)保證、價格優(yōu)惠的780*12鋼護筒專業(yè)鋼板卷管廠質(zhì)量放心產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:張經(jīng)理-15206358344,QQ:940273024,地址:《聊城經(jīng)濟開發(fā)區(qū)匯通國際金屬物流園發(fā)貨到甘肅省 合作市 合作、臨潭縣、卓尼縣、舟曲縣、迭部縣、瑪曲縣、碌曲縣、夏河縣》。 甘肅省,甘南藏族自治州 甘南地處中國西部地區(qū),甘肅西南部,青藏高原與黃土高原過渡的甘、青、川三省結(jié)合部,南與四川阿壩州相連,西南與青海黃南州、果洛州接壤,東部和北部與隴南市、定西市、臨夏州毗鄰。全州分為三個自然類型區(qū),南部為岷迭山區(qū),氣候溫和,是全國“六大綠色寶庫”之一;東部為丘陵山地,農(nóng)牧兼營;西北部為廣闊的草甸草原,是全國的“五大牧區(qū)”之一。
鋼板卷管廠質(zhì)量放心")
鋼板卷管廠質(zhì)量放心")
鋼板卷管廠質(zhì)量放心")
鋼板卷管廠質(zhì)量放心")
大口徑厚壁鋼板卷管,不銹鋼卷管、錐形卷管、異形卷管工藝流程圖
錐形卷管、異形卷管成型注意事項:
①把卷板機上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進入速度要加快;
②在輥子的一段加一個旁輪卷錐裝置;
③在卷板機的下輥兩側(cè)裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進.
大口徑卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖
鋼板卷管廠質(zhì)量放心")
螺旋縫自動埋弧焊接鋼管按輸送介質(zhì)的壓力高低分為甲類管和乙類管兩類。甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結(jié)構(gòu)鋼16Mn焊制,乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材
b.螺旋縫高頻焊接鋼管 螺旋縫高頻焊接鋼管,尚沒統(tǒng)一的產(chǎn)品標準,一般采用普通碳素鋼Q235、Q235F等鋼材制造。
按用途分類
直縫鋼板卷管加工廠家按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。
一般焊管:一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質(zhì)量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規(guī)格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規(guī)定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。
鋼板卷管廠質(zhì)量放心")
鋼板卷管鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規(guī)格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進行滲鋁處理。
電線套管:也是普通碳素鋼電焊鋼管,用在混凝土及各種結(jié)構(gòu)配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進行涂層或鍍鋅后使用,要求進行冷彎試驗。
鋼板卷管廠質(zhì)量放心")
公制焊管:規(guī)格用無縫管形式,用外徑*壁厚毫米表示的焊接鋼管,用普通碳素鋼、優(yōu)質(zhì)碳素鋼或普能低合金鋼的熱帶、冷帶焊接,或用熱帶焊接后再經(jīng)冷撥方法制成。公制焊管分普能和薄壁、普通用作結(jié)構(gòu)件,如傳動軸,或輸送流體,薄壁用來生產(chǎn)家具、燈具等,要保證鋼管強度和彎曲試驗。
鋼板卷管托輥管:用于帶式輸送機托輥電焊鋼管,一般用Q215、Q235A、B鋼及20鋼制造,直徑63.5-219.0mm。對管彎曲度、端面要與中心線垂直、橢圓度有一定要求,一般進行水壓和壓扁試驗。
鋼板卷管廠質(zhì)量放心")
總結(jié) 選購780*12鋼護筒專業(yè)鋼板卷管廠質(zhì)量放心來甘肅省合作市找山特金屬制品有限公司,我們是廠家直銷,產(chǎn)品型號齊全,確保您購買的每一件產(chǎn)品都符合高標準的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:張經(jīng)理-15206358344,{QQ:940273024},地址:[經(jīng)濟開發(fā)區(qū)匯通國際金屬物流園]。