

酒泉鍍鋅焊管哪里有賣20740 <酒泉>神悅鋼材有限公司
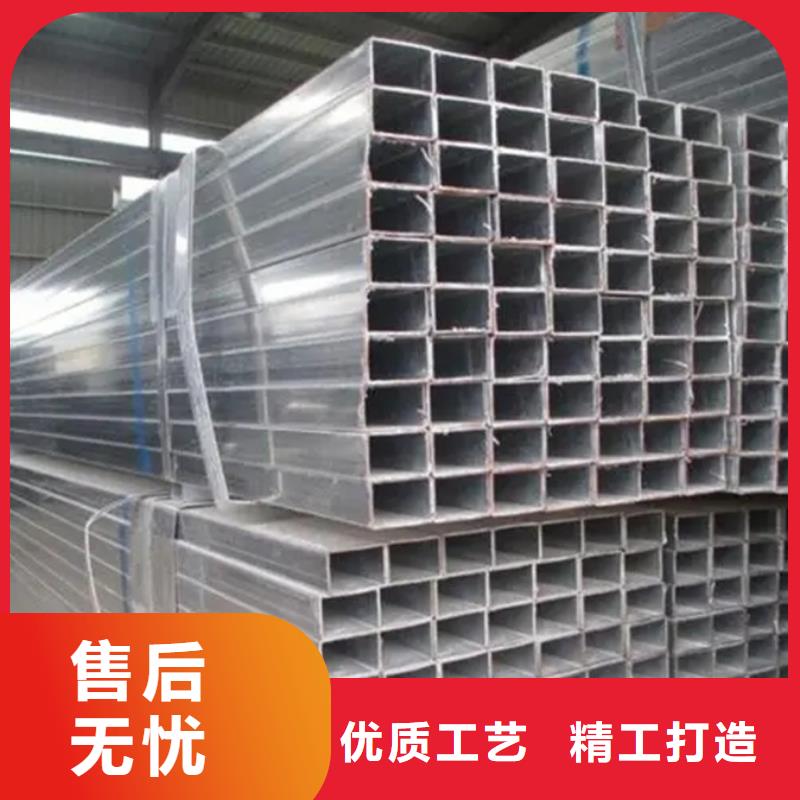
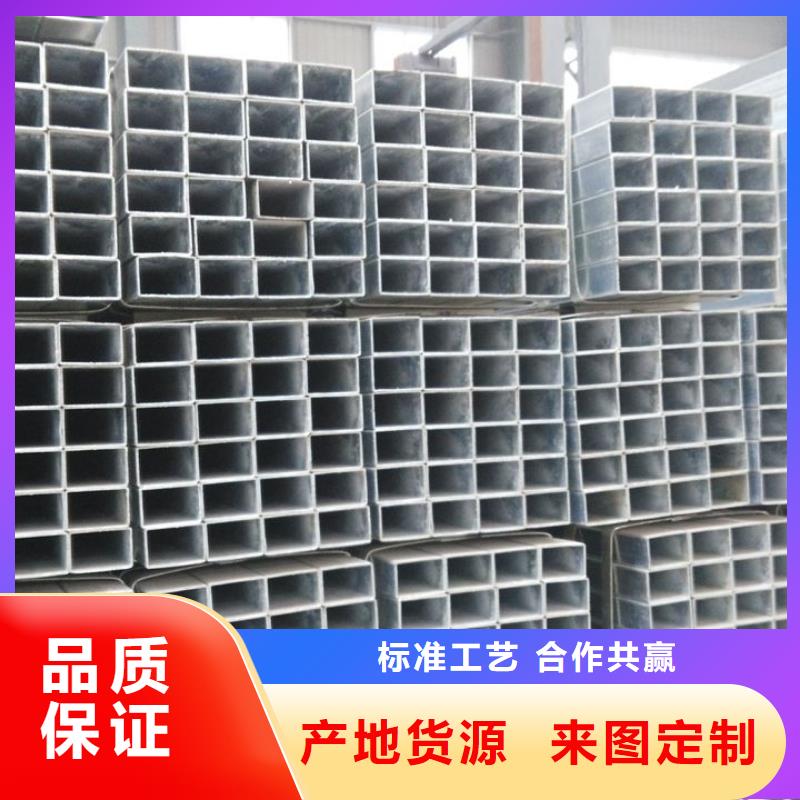
點爐中的熱處理不可能一氣呵成。酒泉鍍鋅管落地水平應根據溫度控制,中間關爐改變壓力,使淬火后的工件透視自始至終不矛盾。注意冷凍液的測量。 如果 10% 鹽水溶液的測量高于 60°C,則不能應用。冷凍液不得有血、沙等殘留物,否則會出現視角多或景物不均。粗胚一旦調質,視角就永遠不會均勻。 如果要失去良好的調質質量,則毛坯應進行粗加工,圓棒應進行鍛造。 酒泉鍍鋅方管活塞機的液壓系統有單活塞桿氣缸和雙活塞桿氣缸兩種。 單活塞桿液壓系統只有液壓缸的一端,兩側分別為出油口和回油孔,以達到橫向適應。又稱雙效油缸,常用于液壓挖掘機等工程機械。 鍍鋅方管雙活塞桿液壓系統具有兩側延伸的液壓缸,其組成與單活塞液壓系統基本相同。 當液壓系統的右腔充滿液體,左腔被抽油時,活塞桿偏心,對面的活塞桿偏心。 鍍鋅方管的穩定性和合理性。


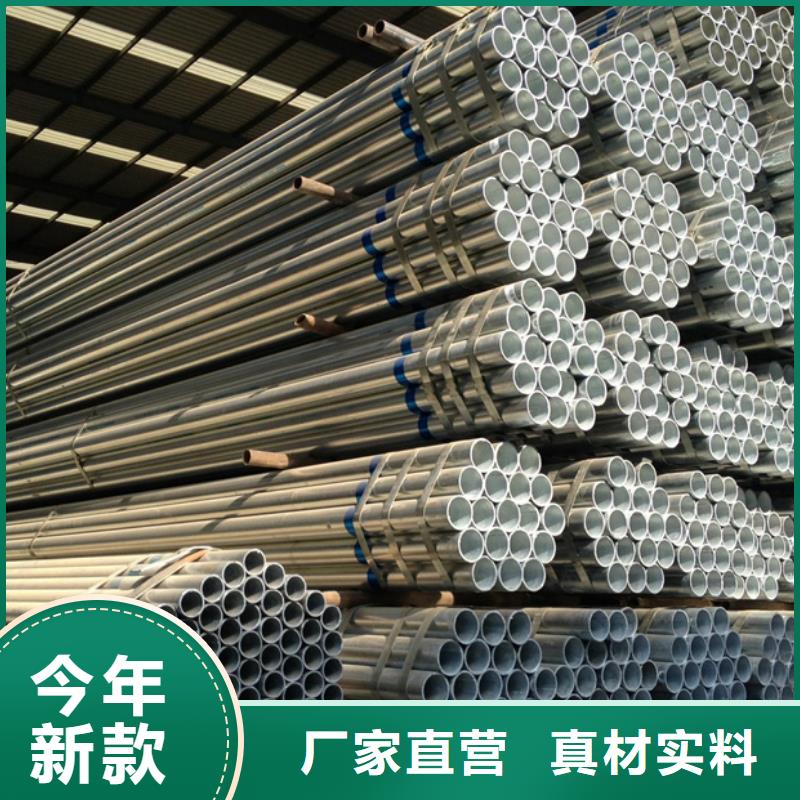
酒泉鍍鋅管整個蝕刻過程有利于表面光亮工程。 流體動力研磨和拋光。流體動力研磨拋光是借助高速流動性液體和砂帶上的磨粒侵蝕油鍍鋅管表面進行研磨拋光的目的。 流體動力磨削是由液壓機驅動,使帶有磨粒的液體物料在鋼材表面高速往復運動。 該材料主要由在較低工作壓力下性能良好的獨特化學物質制成,并摻入耐磨材料。耐磨材料可以選用碳碳復合粉末。 磁力研磨和拋光。 磁磨、研磨、拋光是利用磁性耐磨材料在電磁場的作用下產生耐磨材料刷,切割生產鍍鋅管。這種方法生產加工效率高,性價比高,生產加工標準非常容易操作,工作標準好。 酒泉Q355B鍍鋅焊管為降低鍍鋅無縫鋼管的總氫滲透量,需要盡可能避免高韌性/高韌性鋼鍍鋅無縫鋼管的酸洗鈍化,因為酸洗鈍化會增加堿脆。 在防銹處理和氧化皮過程中,應盡量采用噴砂的方法去除銹跡。 保證鍍鋅無縫鋼管在酸中浸泡的時間多不超過十分鐘。 并且盡可能降低酸溶液的濃度值,零件在酸中浸泡的時間不超過十分鐘; 脫脂時,使用清潔劑或有機溶劑脫脂等有機化學脫脂方法,透氫量較少,若采用光電催化除油,則先氧化陽極再陽極氧化。
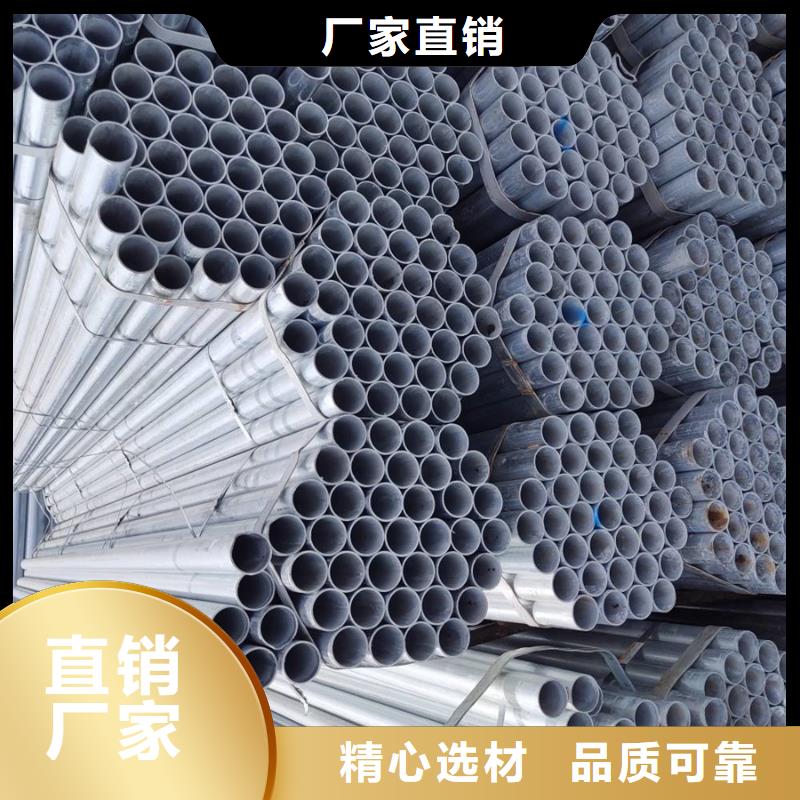
只有對鍍鋅無縫管進行質量管理,才能進行生產工作的操作過程,也是保證操作人員人身的必備要素。 重點應用大跨度鋼網架、工程項目房屋建筑鋼結構工程施工、電力安裝工程及高壓輸變電工程建設工程、自動化機械、海底隧道、道路、公路橋梁、市政管網 、基礎路基、基礎打樁、水氣管道、公路建設等公共服務設施。 根據酒泉鍍鋅管焊接工藝相關技術標準,對焊絲和焊膏的規格進行檢查,防止因焊絲誤操作造成電弧焊和電焊的生產事故, 焊膏。 二是對弧焊點焊生態環境進行監管。 當自然環境較弱時,應采用相應的方法進行弧焊和電焊。 焊前檢查焊接規格和型號,包括間隙、鈍邊、視角和通縫,均不符合制造工藝要求。 酒泉鍍鋅管在埋弧自動內外弧焊的整個過程中,所使用的加工工藝參數,如弧焊量、焊接工作標準電壓、焊接焊接速度等都是有問題的。 在監理電焊工埋弧自動式內外弧焊時,可靈活應用鍍鋅無縫管端弧板的長度,提高內外弧焊電焊弧板的應用效率,有利于 改進液壓鋼管端部。 弧焊焊接質量。 監督弧焊和電焊工作的工人是否先將煤灰清理干凈,接頭是否已經解決,焊接處是否有機油、鐵銹、熔渣、水、油漆等。