

聯系我們

聚晟護欄制造有限公司橋梁人行道護欄可按時交貨
更新時間:2025-01-31 16:05:43 瀏覽次數:4 公司名稱:聊城 聚晟護欄制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 216 |
| 發貨期限 | 1-3 |
| 供貨總量 | 不限 |
| 運費說明 | 電聯 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品規格 | 齊全 |
| 發貨城市 | 全國 |
| 產品產地 | 山東 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |




公司是集護欄生產、銷售、設計、制作、安裝為一體的廠家,并具有一整套完善的運營模式。長年專業從事生產、銷售各種橋梁護欄,防撞護欄,不銹鋼復合管護欄,不銹鋼護欄,燈光護欄,鋼背木護欄,道路護欄等各種交通護欄和防護護欄等。 公司另設護欄工程制作安裝部門,具有各類金屬加工設備多套(數控等離子切割機、激光切割機、相貫線、機器人焊接機、折彎機、沖床、冼床等),能較好地處理好產品表面效果。 富鋅磷化層,有機富鋅環氧粉末涂層和聚酯“無瑕”彩色粉末涂層組成,這就需要用流的表面處理技術和先進專用設備,使四種保護層經科學合理的有機結合,賦予市政護欄具有優異的防腐性和良好的耐。久性涂層分別由熱浸鋅層。 耐化學性能以及的抗紫外線的穩定性。:色彩功能設計:道路護欄色彩要素也是很重要的。為了滿足交通與道路暢通需要,在目前交通色彩紅,白,黃,綠,黑的基礎上,變綠為藍,形成紅,藍,白。潮濕黃。黑五種基本色彩,在市政交通護欄上設計與配置有關方向,行車規則,警示的各種組合顏色,豐富城市交通語言,簡潔。
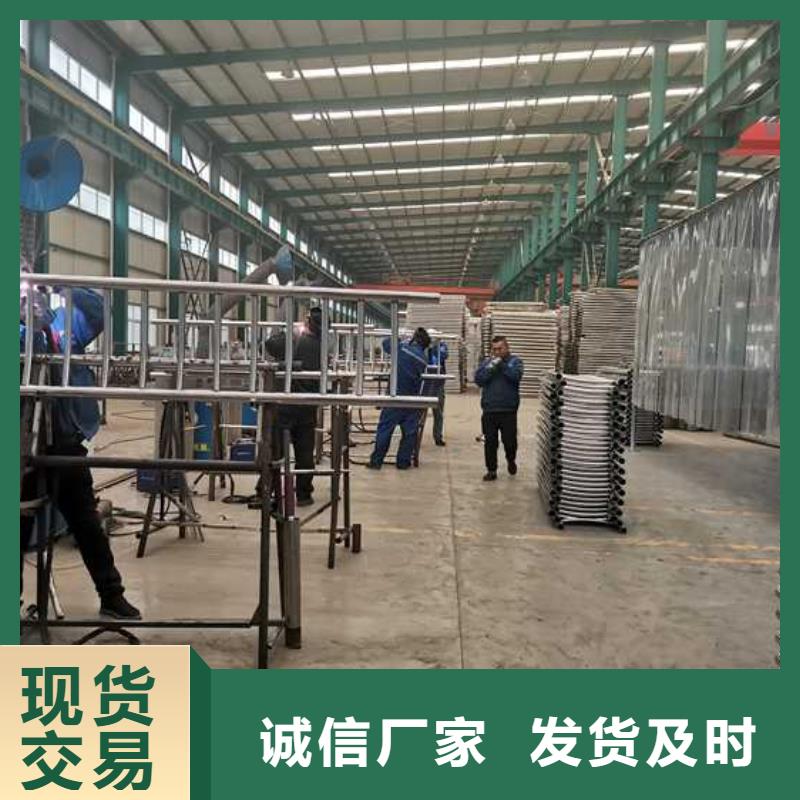
聚晟護欄制造有限公司 聚晟護欄制造有限公司橋梁人行道護欄可按時交貨肯定在護欄施工中有多個施工隊,這樣的話,可能會造成施工的欄桿被碰損或者是掛。刮傷的現象,同樣很多灰塵和水泥也會對不銹鋼的外觀形成影響。在我們的生活當中,經常可以看到許多立柱的影子,這樣效果會很好。 大多數都是使用不銹鋼材質制作而成,它既具備了不銹的功能,同時又具備了外型光亮的美觀。但是,并不是不銹。鋼就一定不會生銹。相反的。柱任何一種不銹鋼材質在使用久了又或者是平時保養沒有做到位都是有可能會生銹的。、 公司是一家專門生產橋梁護欄、防撞護欄、景觀護欄、不銹鋼欄桿、不銹鋼復合管、不銹鋼復合管欄桿并加工安裝的大型企業。材料多樣,可滿足客戶不同的需求。 本公司擁有整套機械加工設備,各種焊接設備等,能夠自行設計,開發各種金屬材料和五金產品,能夠滿足市場各個企業的需求,提供安裝、調試、物流配送的完善服務,設計和生產制作方面具有很強的生產加工能力及可靠的質量保證和完善的售后服務體系,竭誠為用戶提供各種產品加工和技術服務。

不銹鋼護欄容易做造型,可以按照不一樣的現場來制造不盡相同的尺寸,規格,弧度等等。成本低,鋼產量全。好用耐用,大致沒有必要,不怕風吹日曬。4、能滿足前面三個條件的,你又能找出其余材料來代替嗎有打造的,有美感的,有藝術造型的護欄或許會是有的,還有是肯定不可能使用在大的公共場所。 不銹鋼復合管欄桿接點如何焊接由于不銹鋼導熱系數小,且焊接時高溫停留時間不宜太長,所以,焊接復合層時,應選擇熱輸入量小的焊接方法.同時,由于復合管的焊接順序為先焊復合層?。 由于復合層和基層之間不易熔焊在一起,所以在組對前,首行封焊。封焊應選用熱輸入量小的焊接方法,所以,對于封焊,我們仍果用手工鎢極氬弧焊。對于過渡層,其熔敷金屬成分十分復雜,為了使合金濃度梯度不太大,應選擇熱輸入稍大一些的焊接方法,則我們采用焊條電弧焊進行焊接。 由于基層材質為碳鋼,是一種常見的材質,焊接工藝十分成熟,所以對于基層的焊接采用焊接電弧焊,以焊接施工效率。復層的焊接打底層采用單面焊雙面成型焊接工藝,焊接位置一般為水平固定,焊接難度較大,打底層的焊接是復合管得接質量要求的工序,焊工必須具有過硬的水平和高度的責任感。
聚晟護欄制造有限公司

焊前必須對管子內部、焊縫背面充99.99%的一段時間用氣體氧含量測試儀從坡口間隙深入抽取氣體測量管子內部氧含量,當氧含量低于50ppm時開始為了保證底層焊接質量,采用鎢極靠弧焊進行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。 采用氫弧焊焊接,復層不銹鋼純邊為1.5--2.0mm,焊瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,流量為8-12/min,焊接電流為正極,焊后進行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。 過渡層的焊接過渡層是復合管熔敷合金成分為復雜的焊層,如果焊接參數選用不當,容易造成熔敷合金濃度梯度過大,從而影響接頭的防腐蝕性能接。焊接時采用焊條選用A302,規格為2.5mm,選焊接電流為70-90A,焊接電流為直流正接。 過小的焊接電流易造成層間未熔合及熔敷含金梯度過大,過大的電流易將燒穿。填充和蓋面層來用焊條電弧焊,來用多層多道焊方法,層間溫度保持100℃以下。焊接從底部開始,分左、右由下向上焊接,蓋面焊接要盡量咬邊缺陷,如果產生,用砂輪磨掉進行修補。