



雖起步較晚,但山鴻管業有限公司依靠得天獨厚的地理位置和資源優勢,一開始就以高科技、新 甘肅平涼球墨鑄鐵管產品、新技術主打市場,堅持以認真求實的態度對待所有的客戶,以“誠信務實、客戶至上”為企業宗旨,始終堅持“以人為本”的管理理念,立志于為客戶提供各類優質 甘肅平涼球墨鑄鐵管產品和技術服務。


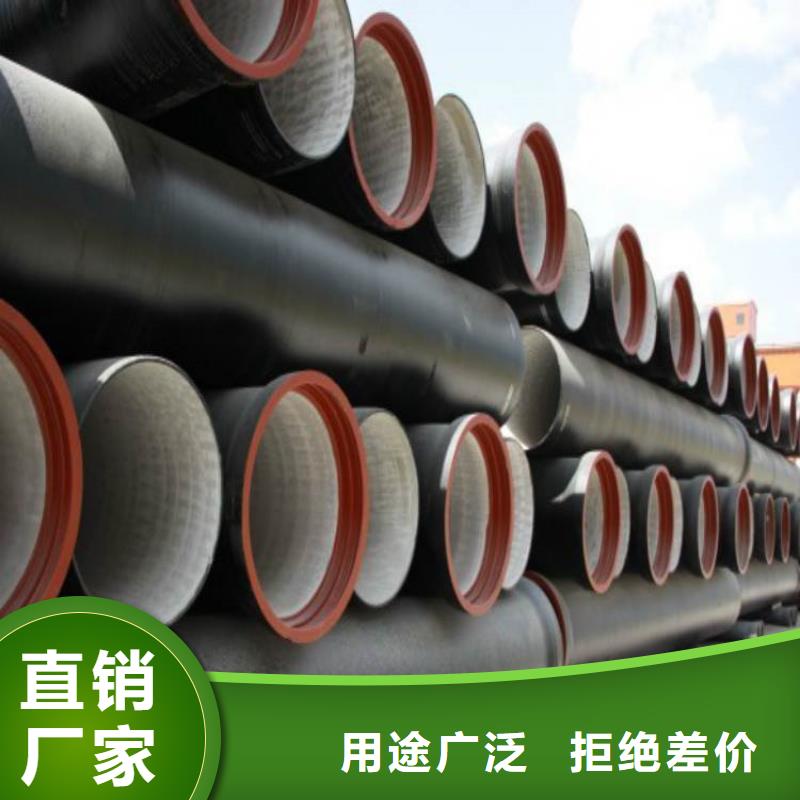
DN1600球墨鑄鐵管-球墨鑄鐵井管品牌
球墨鑄鐵管是鑄鐵管的一種。質量上要求鑄鐵管的球化等級控制為1-3級(球化率》80%),因而材料本身的機械性,稱之為"球墨鑄鐵管"(Ductile Cast Iron Pipes),簡稱為球管、球鐵管和球墨鑄管等。主要用于自來水的輸送,是自來水管道理想的選擇用料。
質量上要求鑄鐵管的球化等級控制為1-3級,球化率≥80%,因而材料本身的機械性能得到了較好改善,具有鐵的本質、鋼的性能。退火以后的球墨鑄鐵管,其金相組織為鐵素體加少量珠光體,機械性能良好,所以又叫鑄鐵鋼管。質量上要求鑄鐵管的球化等級控制為1-3級(球化率》80%),因而材料本身的機械性能得到了較好的改善,具有鐵的本質、鋼的性能。退火后的球墨鑄鐵管,其金相組織為鐵素體加少量珠光體,機械性能良好,防腐性能優異、延展性能好,密封效果好,安裝簡易。
球墨鑄鐵管是供水管材的選擇,具有很高的性價比。與PE管材相比,從安裝時間上,球墨管比PE管安裝更簡單快捷,且安裝后內外承壓力更好;從密閉性和防腐性上來看,球墨管安裝后的密閉性更好,也可以通過多種防腐手段提高防腐蝕性能;從水力性能來看,因球墨管規格一般指內徑,PE管規格一般指外徑,因為同等規格條件下,球墨管能實現更大的徑流量;從綜合安裝維護造價來看,球墨管有著更加優越的性價比。內壁噴鋅,水泥沙漿防腐材料等。
球墨鑄鐵管可依據壁厚等級系數K或允許工作壓力C進行分級,依據允許工作壓力C進行分級時,大規格至DN1000,燃氣用管應依據壁厚等級系數K進行分級,自錨接口管具體壁厚、允許壓力由制作商給出。
K是壁厚級別系數,取…9、10、11、12
柔性接口部件依據允許工作壓力分級時,由10倍的PFA(允許工作壓力)前面加上字母C表示。例如,如果允許工作壓力PFA為4Mpa,那么壓力等級為0。



山鴻管業有限公司一家專業生產銷售 甘肅平涼球墨鑄鐵管的企業,公司地里位置優越,交通便利,運輸發達。公司奉行銷售優質的產品,滿足客戶的需求,一切以顧客為中心,牢牢把握市場。我公司產品包括: 甘肅平涼球墨鑄鐵管。公司技術力量雄厚、重視市場營銷。公司精神“追求卓越 報國利民”公司宗旨:提供滿足用戶需求的優質產品,讓顧客滿意的優質服務。以“真誠到永遠”的服務滿足客戶的要求。



球墨鑄鐵管現貨目前出現緊張狀況
球墨鑄鐵管廠家下調后商戶因利潤微薄不愿出貨,少量儲備優料,短期或暫穩。西北地區價格低位,商家將貨賣到四川、河北、河南等地,外地商家過來收貨略增,后期或穩中偏弱。華北地區因APEC會議對鋼廠停產、限產,本地鋼廠對廢鋼的需求進一步減少;工地停工削弱對成材的需求,成品出貨不暢,市場無支撐;短期主穩。綜合來看,北方市場下周可能延續穩定局面。
從影響結構鋼市場走勢的各主要因素來看,下周或繼續穩中有漲。目前從整個鋼市大環境來看,鋼材產量已出現下滑態勢,供給壓力在未來有望緩解,但是需求萎縮的速度可能更快,再加上鐵礦石等原料價格難以止跌,宏觀面的利好很難起到明顯的托市效果。而具體到結構鋼市場方面,下周市場漲幅較本周或將收窄,其中主要受需求因素影響,成交量跟進不足使得價格的持續拉漲稍顯困難,尤其下周宏觀面利好刺激作用預計難以持續發酵,球墨鑄鐵管需求面整體難以看好。資源偏少對價格的支撐作用繼續影響鋼市,尤其山東小廠方面有價無市格局也稍有所凸顯,低價資源也較之前明顯偏少,下周價格往高位靠攏可能性仍大。但華北、華南等地由于鋼廠價格暫無變動,市場交投狀況相對一般,維穩觀望運行或仍占據主流。本周中西南穩中趨好,華中河南受APEC會議的影響,有的生產受限,但是成品材好銷的小廠挺價吸引資源,資金結算較快,市場成交尚可,外圍成交較少,湖南受周圍漲勢行情影響也震蕩上行,但近期成品卻出現了下跌的情況,湖北成交一般,暫時穩中觀望。


球墨鑄鐵管件,帶有精準的尺度層次;同時,采納消失模辦法制備出的球墨鑄鐵管件,關聯著塑料模板本身的質地;這種乙烯泡沫帶有的質地,可決定球墨鑄鐵管件上覆層次的粗度。從這個視點看,選取這類獨有塑料來制備模型,要管控模型自身的密度,適宜性的密度,應被限縮在每立方厘米0.02g左右。在構造實踐的預設流程內,選取了特定屬性的涂料。這種可溶特性優良的制備配料,要整合棕剛玉、混合構架下的鋁礬土、硅溶膠、特殊類別的活性劑、優良的消泡劑等。在齊備了這些分支配料后,應攪拌這種混合的管件配料;在真正采納這種配料前,再次予以攪拌。采納涂刷的可行辦法,來填涂構造物帶有的表層。這種涂料的適宜性薄厚程度,要事先調和,顧及到填涂所帶的密度、填涂的頻繁程度、預設的填涂步驟等。慣常狀態下,要填涂至少三遍,并管控薄厚程度,設定1 m m左右的涂料層級。在鋪設好了這樣的原料后,要經由適宜溫度的烘干流程,回避掉澆注的后續步驟內,水體同液態的某類別金屬產出干擾。回避外在類別的氣孔難題。
要預備出足量的石英砂;在箱體之內,預設的模型要被壓緊,并采納干砂等去填充。慣常狀態中,管件模型帶有的上側凹陷,以及下側帶有的小孔,是很難被去除的。振搗所制備干砂時,要在管件帶有的底側,預埋這樣的干砂,然后振搗特定的時段,再安設好鑄鐵類別的模型。模型被完全埋進之后,填滿上覆狀態的那些原料,再次予以適宜性的振動。這種消失模類別的澆注,以及接續的冷卻,應存留合適的負壓。球墨屬性的鑄鐵,凸顯了漿糊的慣常狀態,很容易凝結;同時,共晶態勢下的固結,要經由一定的時段。在這樣的流程內,整合在鐵水內的那些碳材料,變更成石墨屬性的結晶體,增添了自帶的體積。原材料延展所產出的那些作用力,經由硬度不大的的鑄造外表,傳送到了球墨鑄鐵管件;這樣一來,型砂就會被限縮,配件帶有的尺寸就會增添。因此選取了消失模制備而成的鑄鐵配件,要預設足量的堅硬層級。這種管件配有的堅硬程度,關聯著真空的層次;慣常狀態下,管控用到的負壓,要被限縮在0.07毫帕左右。經由了澆注這一支程序后,依循配件的真實尺度及側壁帶有的薄厚程度,設定抽氣的時段;這就約束了配件凝結的分步驟,這些配件產出膨脹的欠缺。薄厚程度在中等附近的那些管件,應被預設4min左右的壓力留存時段。
依循成分的準則,采納生鐵這種原料來產出管件。具體而言,配置這類原料的流程內,要整合廢棄鋼料、生鐵配料及回爐屬性的配料,并設定適宜性的比值。其中,生鐵這種配料所占的數值,應升至 。用成包沖入的路徑,來構造球化及后線的管件孕育。在每個時段的調和中,選取液體的鐵材料,增添1%左右的球化劑;在孕育所用的試劑之內,增添硅鐵,所增添的比值可升至1.5%。這樣一來,就保護好了很薄的球墨鑄鐵管件側壁,不會產出碳滲漏關聯的難題。預設的配件出爐所帶溫度,可衡平在1500℃;預設的澆注所帶溫度,可衡平在1400℃之上。與配件處在同等包裝內的鐵水,要經由力學屬性的查驗,才能被真正采納。查驗原料所帶金相之后,獲取了球化的現存級別;本源屬性的球墨鑄鐵管件,整合了單純的鐵和混合屬性的珠光體,與材質的層次契合。


