



聯(lián)系我們

- 揚州市打撈隊-本地水下打撈救援公司
- gcr15無縫鋼管工廠-廠家
- 水下打撈公司-承接各種水下打撈
- 朝陽市水下堵漏公司-全市打撈本地救援隊伍
- 鋼筋套筒現(xiàn)貨上市
- 陽澄湖大螃蟹質(zhì)量優(yōu)良
- 橋梁防撞護欄安裝價格廠家-0元拿樣
- 2025##盾構(gòu)刀具廠家##批發(fā)
- 全套蘭炭烘干機設(shè)備出廠價格
- 規(guī)格全的大功率并機發(fā)電機出租生產(chǎn)廠家
- 球墨鑄鐵金屬井蓋品質(zhì)過關(guān)
- 柴油發(fā)電機出租含稅含運費提供電纜
- 【鑄造石仿石護欄立柱河道景觀護欄廠家國標檢測放心購買】
- 排水DN1000球墨鑄鐵管品質(zhì)放心
- 天橋欄桿發(fā)貨速度快
鋼筋籠滾焊機無中間商-河南建貿(mào)
更新時間:2025-01-13 10:39:15 瀏覽次數(shù):5 公司名稱:許昌 建貿(mào)機械設(shè)備有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 26000 |
| 發(fā)貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質(zhì)量等級 | 特級 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 鋼 |
| 產(chǎn)品品牌 | 河南建貿(mào) |
| 產(chǎn)品規(guī)格 | JMRLJ-3000 |
| 發(fā)貨城市 | 河南長葛 |
| 產(chǎn)品產(chǎn)地 | 河南長葛 |
| 產(chǎn)品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 3.5t |
| 質(zhì)保時間 | 一年 |
| 設(shè)備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |





")
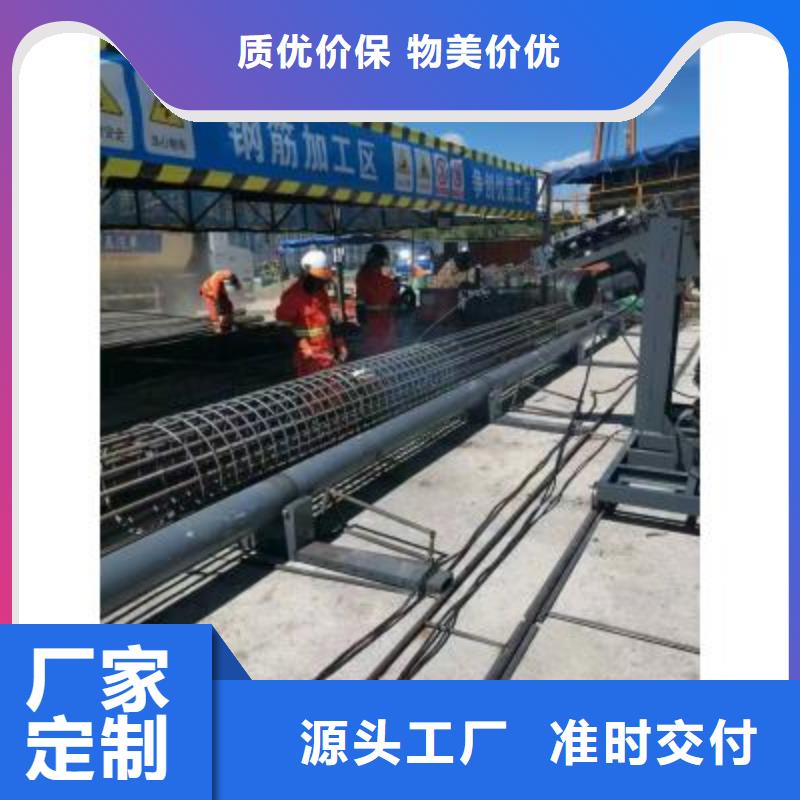
鋼筋籠主筋通過自動上料到分料架;分料架的主筋需人工穿過固定盤導(dǎo)管到達移動盤導(dǎo)管,并經(jīng)過電動工具將主筋固定在移動盤導(dǎo)管上;盤筋(繞筋)經(jīng)過矯直器后焊接在主筋上;然后開始正常焊接,固定盤及移動盤同步旋轉(zhuǎn)且移動盤按照預(yù)先設(shè)定的速度(行走速度可根據(jù)操作工人的熟練程度經(jīng)行調(diào)整)前進,同時進行焊接,從而生產(chǎn)出成品鋼筋籠。引進 歐洲技術(shù),鋼筋籠直徑誤差可控制在1cm內(nèi);1米長度的鋼筋籠盤筋間距誤差可控制在5mm內(nèi);生產(chǎn)效率是人工制作鋼筋籠的3-4倍,設(shè)備操作工人只需要3-5人,生產(chǎn)出來的成品鋼筋籠主筋、盤筋間距均勻,焊點飽滿、牢固,可實現(xiàn)監(jiān)理免檢。?> 采用ABB、Panasonic等進口電控元器件,確保設(shè)備運行穩(wěn)定;鋼筋籠繞筋機
<臨夏>建貿(mào)機械設(shè)備有限公司 臨夏鋼筋籠滾焊機無中間商-河南建貿(mào)")
")
在鋼筋籠制作流程中應(yīng)先行制作桁架筋,并應(yīng)將桁架筋滿焊于上下主筋之間。在布置主筋與分布筋時應(yīng)確保間距均勻順直。在鋼筋籠起吊前應(yīng)確保所有焊點已焊接,嚴禁鋼筋籠在起吊中發(fā)生因缺焊漏焊而鋼筋脫落。在鋼筋籠制作中應(yīng)確保主副吊環(huán)標高與交底一致。除此之外,員應(yīng)在每次起吊前對吊具進行檢查,重點檢查鋼絲繩的完好情況,掛鉤要有卡扣。確保所有吊具規(guī)范要求。通過調(diào)整吊車四個支點的位置使吊車保持在一個平面上后才能起吊。工地3000型臨夏鋼筋籠繞筋機的搭接,可采取先搭接主筋再做籠子,或先做成籠子后再進行二節(jié)籠子的搭接,先搭接主筋再做籠子:把9米的鋼筋通過對焊或套筒連接成9米~29米的主筋,再用滾焊機加工成較長的籠子,先用設(shè)備做成9米或12米的標準節(jié),再通過搭接焊或幫條焊的方式,把二節(jié)短籠子搭接成為較長的籠子。
操作:鋼筋籠全長9米時一般用兩根過渡箍,纏繞筋起點位置為前端,在前端外套入一個過渡箍,避免在纏繞區(qū)內(nèi)。末端在鋼筋籠尾部膠輥靠前面位置套入一個過渡箍,當纏繞筋工作到附近時,用手掌推動過渡箍向后移動,(注意:不能用手抓過渡箍,此時過渡箍是旋轉(zhuǎn)狀態(tài),容易對人造成傷害。)直止過渡箍退出鋼筋籠。前端過渡箍也可如此。鋼筋籠12米以上,或者單節(jié)鋼筋籠較重時,骨架中間加焊1、2圈纏繞筋替代第三個過渡箍。或直接中間開始繞筋,另半截籠前面向中間纏繞連接完成。所以三個過渡箍的中間一個箍應(yīng)置放在中間靠后面的地方,借以減少沖擊振動。退出輥輪并過渡到后面輥輪的方法--將過渡箍向后面推壓,讓過渡箍順膠輥旋轉(zhuǎn)到上面直到全部退出。準備臺架;若采用骨架直接滾進輥輪內(nèi)檔(小型鋼筋籠),骨架制作臺架高度與設(shè)備同高。機器上骨架制作過程;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩輥輪上,將一根主筋抬放于輥輪長度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補焊。焊完一節(jié)主、箍筋,低速轉(zhuǎn)動膠輥,抬二根主筋準備焊接。此時按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時,待二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,臨夏鋼筋籠繞筋機可將骨架旋轉(zhuǎn)在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。
")