

聯(lián)系我們

- 汽缸管質(zhì)量嚴(yán)格
- 殯葬一條龍服務(wù)本市服務(wù)
- 鋼筋套筒廠家-價(jià)格實(shí)惠
- 生產(chǎn)經(jīng)營(yíng)許可證訂做定制制作加工/新版營(yíng)業(yè)執(zhí)照印刷廠
- 缸筒廠家推薦
- 400平口水泥管供應(yīng)商
- 通訊管道現(xiàn)貨供應(yīng)
- 橋梁的防撞護(hù)欄-橋梁的防撞護(hù)欄放心
- 選購(gòu)水下封堵可按需定制
- 雨水篦子廠家信譽(yù)好
- 重慶到物流返空貨車整車調(diào)配公司2025更新(汽油/動(dòng)態(tài))
- 鍍鋅管防腐鋼管廠家廠家直銷規(guī)格多樣
- 空心球纖維球?yàn)V料嚴(yán)選好貨
- 學(xué)校精神堡壘廠家報(bào)價(jià)
- 【型鋼27SiMn合金鋼管精品選購(gòu)】
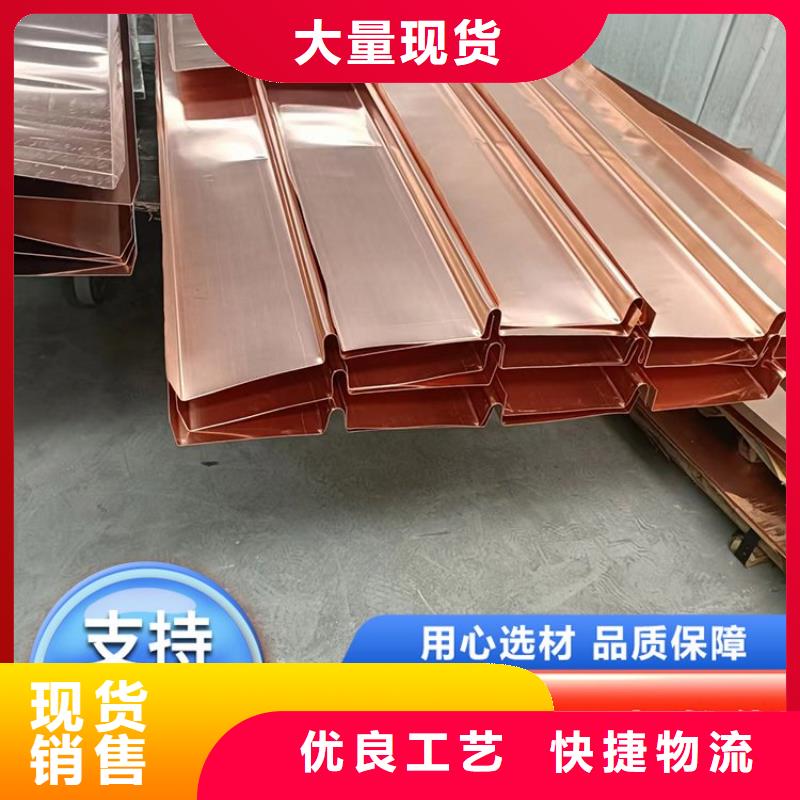
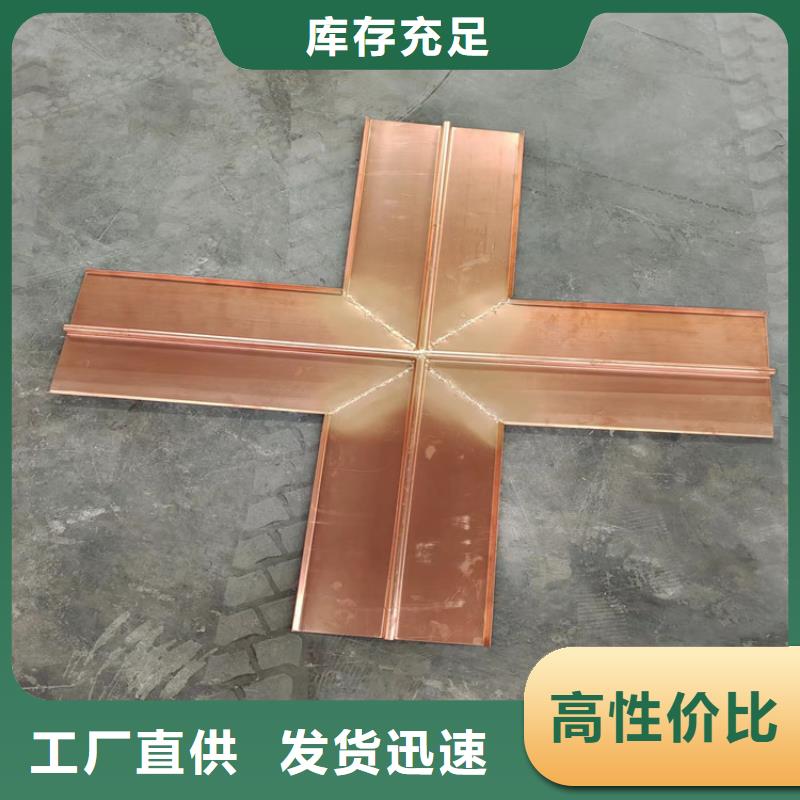
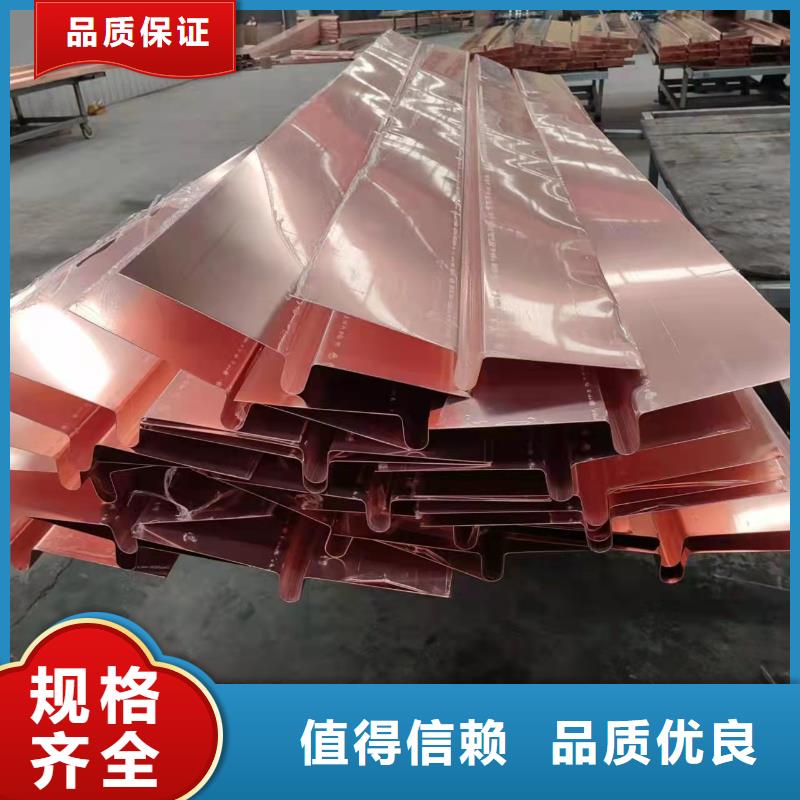
止水銅片紫銅廠家供應(yīng)
更新時(shí)間:2025-01-18 16:07:51 瀏覽次數(shù):2 公司名稱:聊城 金鴻耀工程材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 10/米 |
| 發(fā)貨期限 | 1 |
| 供貨總量 | 995 |
| 運(yùn)費(fèi)說(shuō)明 | 面議 |

")
")
")
")
")
")
銅川止水銅片
1、止水裝置前首先要查看和校對(duì)加工的缺點(diǎn),止水外表要處置潔凈、平直,特別是紫銅片外表的浮皮、油漆、油污 、銹蝕等要處置潔凈。
銅川止水銅片 2、一旦有釘孔,裂縫等要及時(shí)進(jìn)行焊補(bǔ),否則一旦使用破損的銅片就不能起到防漏作用了。
3、在安裝的時(shí)候要準(zhǔn)備并且保證牢固,不能出現(xiàn)變形,裂紋。
4、成型后的止水紫銅片,在裝置時(shí),應(yīng)避免歪曲變形或其他損壞。
5、止水裝置時(shí),其中線應(yīng)與縫中線重合。
6、關(guān)于止水紫銅片,鼻子有較大的變形性,為避免澆筑砼時(shí)砂漿或其它物質(zhì)進(jìn)入鼻子的空腔內(nèi),在鼻子內(nèi)填塞可塑性填料或用膠帶進(jìn)行關(guān)閉,可塑性填料可用聚氨酯類泡沫塑料、瀝青浸漬的泡沫塑料或其他塑料資料。在止水片埋設(shè)部位模板進(jìn)行分縫,兩片模板夾住止水片進(jìn)行固定。
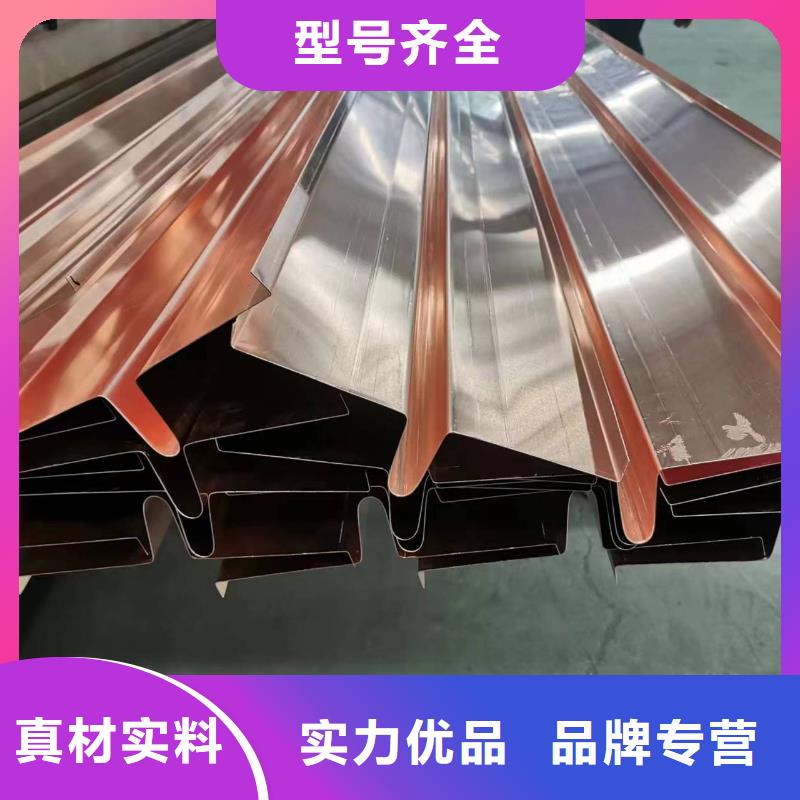
止水銅片型狀可分為W型、F型、T型、D型等,根據(jù)大樣圖定制成型。
止水銅片規(guī)格,是含銅量、以及寬度、厚度軟硬態(tài)及物理特性的一種表現(xiàn)形式。含銅量,用T表示,即T2于T3T2含銅量>=99.8%T3含銅量>=99.7%銅軟硬態(tài),O60表示銅硬度狀態(tài)為軟態(tài),抗拉強(qiáng)度>=195MPa伸長(zhǎng)率30%H01,抗拉強(qiáng)度>=215MPa延伸率為>=25%.
因目前水工建筑基本都是 項(xiàng)目,為了規(guī)范行業(yè)水工建筑材料質(zhì)量, 頒布相應(yīng)的執(zhí)行標(biāo)準(zhǔn),目前適用于GB2059-2017其中規(guī)定紫銅止水厚度為0.5~14mm,寬度為200-1000,抗拉強(qiáng)度不小于195MPa,伸長(zhǎng)率不小于30%,并且,需提供廠家合格,保證止水銅片質(zhì)量。 規(guī)定了紫銅止水厚度及寬度,而為了減少施工過程中的焊接次數(shù),紫銅止水長(zhǎng)度在不影響施工及物流的情況下可根據(jù)工程需要選擇適合長(zhǎng)度。
紫銅止水的防水效果主要由材料執(zhí)行標(biāo)準(zhǔn)的達(dá)標(biāo)情況、設(shè)計(jì)的銅川止水銅片止水銅片形狀以及安裝施工三個(gè)方面決定,那么又該滿足怎樣的標(biāo)準(zhǔn)才能保證紫銅止水的防水效果呢?
首先,紫銅止水的材料要求滿足 標(biāo)準(zhǔn),水工建筑防水銅產(chǎn)品多由T2型材加工而成,其抗拉強(qiáng)度以及延伸率根據(jù)要求選擇軟化退火態(tài)(O60抗拉強(qiáng)度大于195MPa,延伸率大于30%)、四分之一硬態(tài)(H01抗拉強(qiáng)度215~295MPa,延伸率大于25%)、二分之一硬態(tài)(H02,抗拉強(qiáng)度245~345MPa,延伸率大于8%)。
其次,在紫銅止水原材料質(zhì)量達(dá)標(biāo)的基礎(chǔ)之上,為了更大限度的應(yīng)用其防水作用,止水銅片的設(shè)計(jì)應(yīng)盡量含有立腿,銅鼻子深度以及寬度符合正常施工縫標(biāo)準(zhǔn)。
第三,紫銅止水的安裝施工方面,確保銅鼻子中心線與施工縫中心線的偏離程度小于5mm,大骨料不能在紫銅止水片周圍堆積、下料以及振搗。
紫銅止水焊接件要求無(wú)孔洞、斑點(diǎn)、砂眼、裂紋,且表面應(yīng)光滑,無(wú)滲水、漏水現(xiàn)象。 在工廠加工的銅止水片一抽查為主,抽查數(shù)量不少于接頭總數(shù)的20%。而在現(xiàn)場(chǎng)焊接的接頭,應(yīng)逐個(gè)進(jìn)行外觀和滲透檢查。
止水銅片的接頭,可以根據(jù)施工的需要加工成不同的形狀。銅川止水銅片總體來(lái)說(shuō),常用的形狀有以下幾種:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等異型。而銅止水接頭的成型方法,目前也只有兩種,焊接或者一次性沖壓成型。
1、 焊接成型
先壓制一定長(zhǎng)度的定型止水,再根據(jù)異型接頭形狀進(jìn)行裁割,拼接成所需要的異型接頭形狀,然后焊接成型。這種制作方法雖然能夠達(dá)到設(shè)計(jì)要求,但制作工藝復(fù)雜,費(fèi)時(shí)費(fèi)料,外觀質(zhì)眾差,在一定程度上,也會(huì)影響止水銅片的抗拉強(qiáng)度。
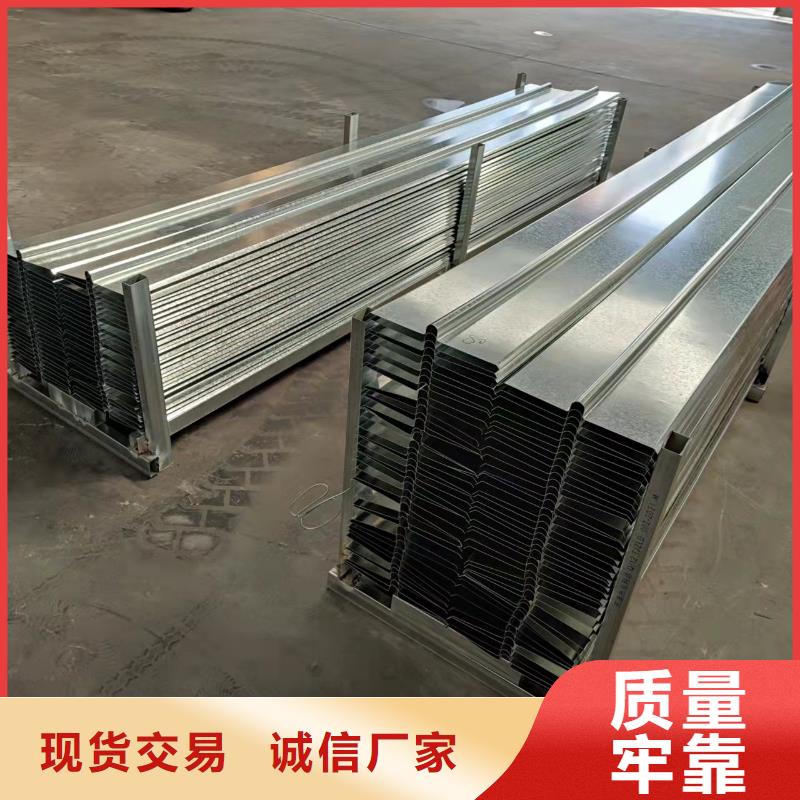
2、 一次性沖壓成型
一次性沖壓成型主要是采用沖壓機(jī)沖壓成型或千斤頂擠壓成型。目前在施工中比較傳統(tǒng)的銅止水成型多采用沖壓機(jī)沖壓成型。 止水銅片成型裝置具有結(jié)構(gòu)緊湊、可靠、生產(chǎn)效率高、產(chǎn)品質(zhì)量好等優(yōu)點(diǎn)。
因此,如果條件允許,一次性沖壓成型的銅止水接頭更能滿足施工的要求。")
止水銅片紫銅止水焊接,通常采用搭接焊的方式,銅川止水銅片一般搭接長(zhǎng)度不小于20mm,而焊接采用的焊條對(duì)焊接的工藝會(huì)有一定的影響。采用母材剪條焊接時(shí),由于同時(shí)紫銅材料,熔點(diǎn)高,止水的厚度都小于2毫米,火焰功率小則紫銅板不熔化,火焰功率大則紫銅板容易被燒穿,極難操作掌握。使用H01-12型焊槍,1毫米厚的銅板用2號(hào)嘴,2毫米的銅板用4號(hào)、5號(hào)嘴。采用中性焰將紫銅板接縫處加熱至表面熔化,似汗珠出現(xiàn)時(shí),加入焊條同時(shí)熔化,逐步前移,由于焊接過程中銅板容易被氧化,形成氧化亞銅對(duì)焊縫產(chǎn)生危害,所以要不斷的用焊條粘上硼砂加入焊縫中。
采用黃銅焊條焊接時(shí),由于黃銅焊條熔點(diǎn)較低,母材不需熔化,屬于硬釬焊,所以操作簡(jiǎn)單點(diǎn),將銅止水加熱至亮紅色,900℃-1000℃時(shí),加入黃銅焊條,使熔化的黃銅焊條,將上下紫銅止水的邊沿粘接牢固,焊接完成后,將焊縫加熱后用冷水急冷,可以提高焊接接頭的塑性和韌性,通常叫水韌處理。 將止水跟前的鋼筋安裝一根,用鉛絲將止水頂部固定于鋼筋上,以防止被風(fēng)吹倒。焊接完成后,待焊縫冷卻下來(lái),用毛刷將紫銅止水帶的單面刷上煤油,檢查是否有滲漏現(xiàn)象,如有滲漏現(xiàn)象則馬上補(bǔ)焊。
但是前者是傳統(tǒng)焊法,是 性接頭,不可分開,而后者屬于釬焊,用火焰燒烤則可將母材分開,預(yù)埋進(jìn)大壩之后,他的抗拉次數(shù)肯定不及前者,即折疊次數(shù)肯定小于前者。另鋼筋窄間隙焊方面,鋼筋搭接焊規(guī)定焊縫長(zhǎng)度為10倍d,即10倍于鋼筋的直徑,而鋼筋窄間隙焊縫卻只有1倍于鋼筋直徑,又采用同樣的焊接材料,同樣的焊接設(shè)備,沒有給焊縫添加任何合金元素,因此在做強(qiáng)度試驗(yàn)時(shí)沒鋼筋接頭被從焊縫處拉斷,雖然強(qiáng)度達(dá)到要求,但還是從焊縫處拉斷。實(shí)驗(yàn)室的師傅說(shuō):焊縫不合格的,從試驗(yàn)角度分析,應(yīng)該是母材拉斷而焊縫不斷才認(rèn)為合格。本人認(rèn)為那不可能,因?yàn)殇摻钫g隙焊是兩根鋼筋端部的焊接,焊接時(shí)采用小電流則鋼筋端部熔合不好,采用大電流施焊,焊縫始終處于過熱狀態(tài),合金元素?zé)龘p嚴(yán)重,所以焊縫金屬機(jī)械性能肯定低于母材。
")