



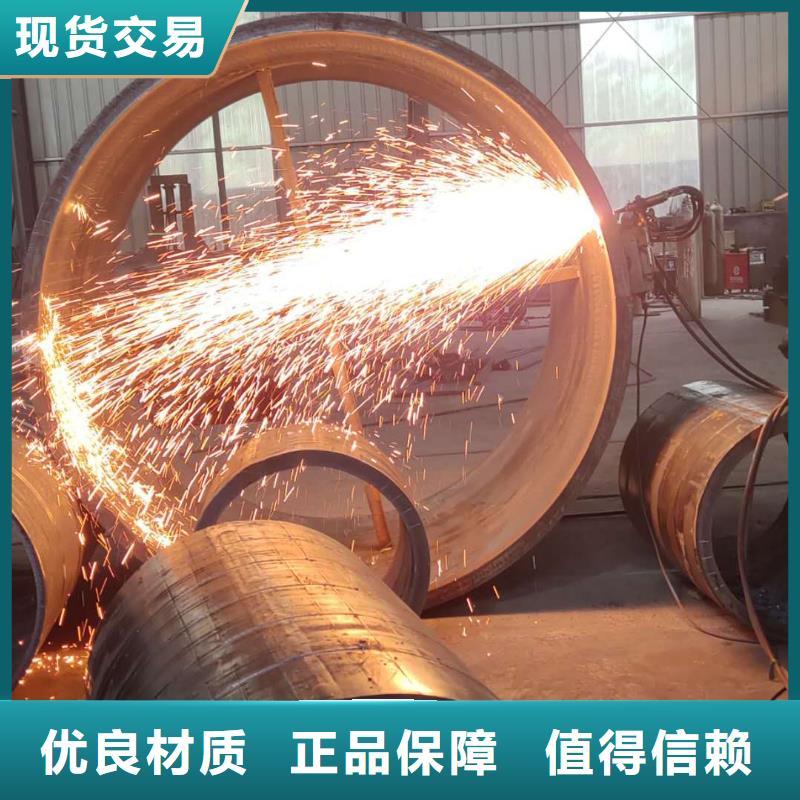




厚壁鋼板卷管錐形卷管、異形卷管工藝流程圖
錐形卷管、異形卷管成型注意事項:
①把卷板機上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進入速度要加快;
②在輥子的一段加一個旁輪卷錐裝置;
③在卷板機的下輥兩側裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進.
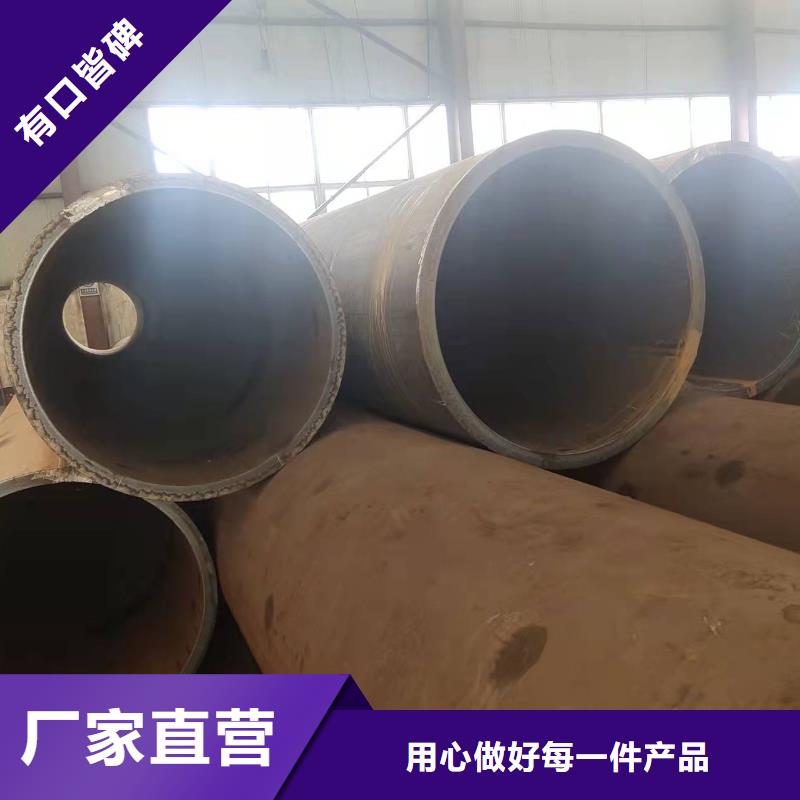
:大口徑卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖

鋼板卷管鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定:
1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
2離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。
鋼板卷管根據結構的不同,合金主要類型是:
(1)金屬互化物合金,各組分相互形成化合物的合金,如銅、鋅組成的黃銅(β-黃銅、γ-黃銅和ε-黃銅)等。
(2)混合物合金(共熔混合物),當液態合金凝固時,構成合金的各組分分別結晶而成的合金,如焊錫、鉍鎘合金等;
(3)固熔體合金,當液態合金凝固時形成固溶體的合金,如金銀合金等;
合金的許多性能優于純金屬,故在應用材料中大多使用合金(參看鐵合金、不銹鋼)。 
低壓碳鋼板卷管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。碳鋼板卷管在我國鋼板卷管業中具有重要的地位。 低壓碳鋼板卷管的規格用外徑*壁厚毫米數表示。低壓碳是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。碳鋼板卷管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼板卷管。
