
更新時間:2025-03-06 21:26:51 瀏覽次數:16 公司名稱:聊城 龍麗金屬材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
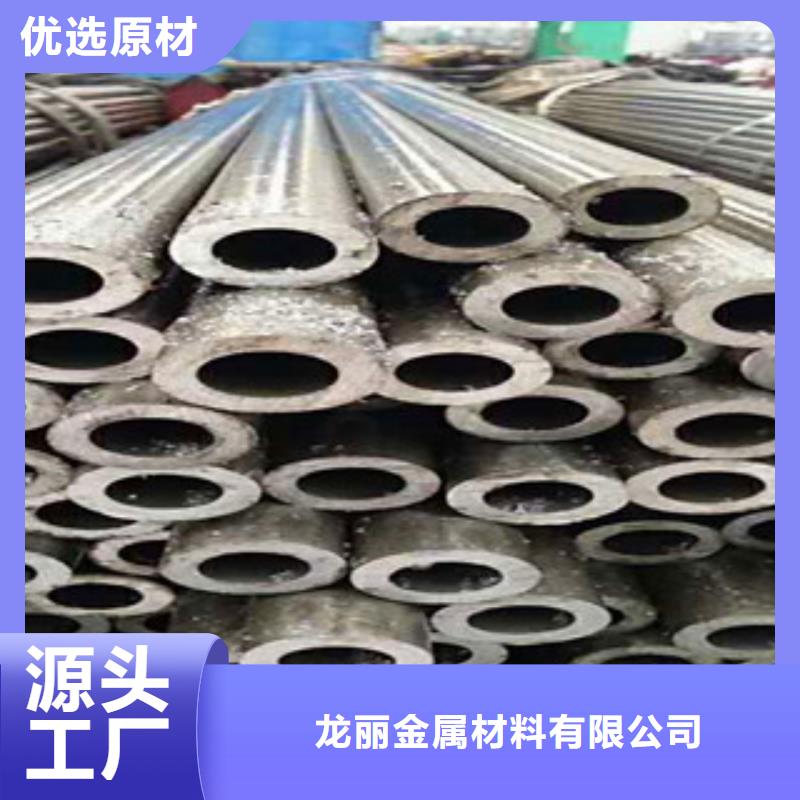
| 無縫鋼管 | 國標 |
| 無縫鋼管 | 國標 |


精密鋼管冷加工方式的配置
按冷軋和冷拔使用情況,方式配置可有單一冷軋、單一冷拔和冷軋冷拔結合3種方案。
(1)單一冷軋方案。
和冷拔相比,冷軋變形時應力狀態好,道次變形量大,可減少中間工序并縮短生產周期,能降低消耗和降低成本,適宜加工塑性差的高合金精密鋼管和難變形的有色金屬。其缺點是生產力低,生產靈活性較小。
(2)冷軋冷拔結合的方案。
是管材冷加工的合理方案,冷軋冷拔相結合可發揮冷軋變形量大和冷拔生產靈活的優點,以減少工序、縮短生產周期、提高生產力和擴大品種。采用冷軋冷拔結合方案時,通常是管料先在冷軋機上軋到定壁或定壁前的某個道次,然后進行拔制,直至成品道次。
(3)單一冷拔方案。
由于冷拔的道次變形量較小,變形道次多,中間工序多,生產周期長,金屬及輔助材料消耗大,單一冷拔方案不是 方案。但拔管機結構比冷軋機簡單,投資少,操作容易掌握,工具的制造和更換方便,生產靈活性大,生產力也較高。故采用單一冷拔方案來加工碳鋼、低合金精密鋼管和一般有色金屬管在實際生產中有廣泛的應用。


精密鋼管冷軋
常規所用的冷軋管機分兩種,即二輥式冷軋管機和多輥式(一般為3~4輥式)冷軋管機。
多輥式冷軋管機由原蘇聯全蘇冶金機械科學研究所發明。由于軋輥直徑小,軋制力較小,金屬與工具間軋制單位壓力小,因而軋輥彈性變形小,加上采用了支承輥,軋機剛性高,適用軋制薄壁和特薄壁的精密管,小壁厚為0.03mm(見超薄壁管生產);缺點是道次變形量小,生產力低。采取雙線軋制可提高生產率50%~70%。多輥冷軋管機工作原理如圖10所示。軋制時機架連同軋輥做往復運動。當工作機架達到后極限位置(圖中1)時,管料借助于專門送料機構向軋制方向送進一個送進量m,然后由于機架向前運動,軋輥也產生轉動,且輥頸沿支承板滾動,支承板特殊的形狀使孔型半徑逐漸減小,管料送進部分得到減徑和壁厚壓薄。在軋制過程中管料的圓柱形芯棒在軸向方向不發生移動(被專門裝置鎖緊)。當工作機架到達前極限位置(圖中Ⅱ)時軋制結束,并同時將管料旋轉一定角度,以使管子橫截面各部分均得到加工。之后工作機架反向運動,軋過的一段管材受到進一步精整,并由于使原來相應于孔型開口部分的金屬在芯棒上得到展軋。金屬橫向流動的結果,管子內徑增大,使工作錐部分的管材內表面脫離了芯棒,為下一次送進管料創造條件,如此反復直到管料全長被軋完為止。



龍麗金屬材料有限公司位于東昌府區開發區蔣官屯街道辦事處前屯工業園。公司自成立以來,遵照可持續發展戰略,依靠自身雄厚的技術力量和“誠信為本”的商業理念,運用先進的科技成果,秉承“予天空于藍天,還 于清新”的經營宗旨,日臻完善產品的研發制造、銷售服務網絡。服務于環保事業。公司主要產品有: 陜西商洛精拉光亮管,公司成立至今,積累了豐富管理經驗,建立了良好的社會信譽。龍麗金屬材料有限公司始終以卓越的技術,優越的性價比,完善的售后服務,給客戶帶來解決方案。


工程上所說的“公斤”是簡稱,實際是“公斤/平方厘米”。
2、1公斤/平方厘米=0.1兆帕。
3、“公斤/平方厘米”和“兆帕”、“千帕”、“帕”都可以用作壓強單位,用來表示壓力容器或管道中氣體、液體的壓強(就是本問題的情況)。
4、也可以用來表示材料(如鋼材)的應力,即材料的單位截面積承受的





