


聯系我們

#鋼筋籠繞筋機#專業生產
更新時間:2025-01-21 18:44:18 瀏覽次數:4 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 36000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 物流/專車 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 加工定制 | 是 |
| 產品型號 | RLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3500kg |
| 產品顏色 | 可定制 |
| 品牌 | 河南建貿 |
| 型號 | RLJ-3000 |
| 加工范圍 | 400-3000 |
| 安裝尺寸 | 16M*5M |
| 整機質量 | 3500KG |
| 名稱 | 鋼筋籠繞筋機 |
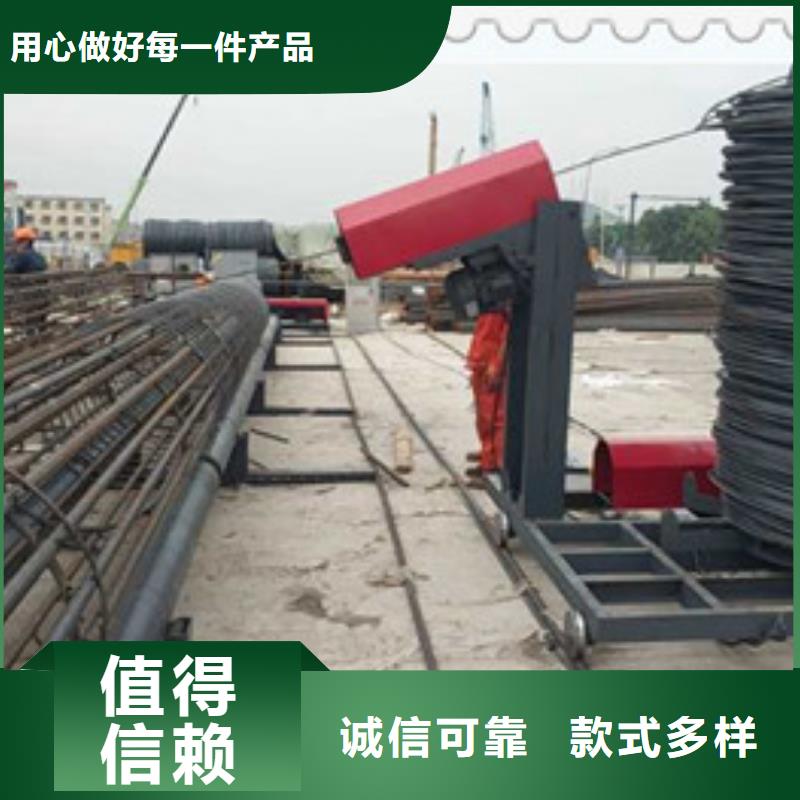





小導管沖孔機機械主要部件:電器部件:采用臺灣圌臺達可編程控制器、伺服電機、伺服驅動器與連接件滾珠絲桿:臺灣產TGB進口絲桿直線導軌:臺灣產HIWIN進口導軌送料滾輪:采用中空,表面鍍硬鉻,表面處理到60°(HRC)。●可以接連出產任何形狀的產品,而不需要機械上的調整;在批改曲折視點時也不需要中止加工。傳統工藝比較:●箍筋的傳統加工工藝一般是使用單機將盤圓鋼筋經過調制、堵截、彎箍等工序而散布完結。其工藝較為落后,不能滿意現代施工進度的需要,且很多糟蹋方才、占用較大的空間、用工多、出產率低、箍筋尺度精度和形狀精度差。 建貿機械為客戶提供優質的產品和良好的服務,攜手合作,共謀發展! 鋼筋放線機構設置在移動旋轉驅動機構一側,主筋固定裝置由將主筋一端固定的主筋固定器和用于架設主筋的主筋導管組成,主筋固定器設置在移動旋轉驅動機構上,主筋導管設置在固定旋轉驅動機構上,鋼筋籠繞筋機主筋固定器和主筋導管是密布并且相對應的穿孔;焊接機械手安裝在主筋導管一側;隨著科學技術的日益進步,工程機械將會發生翻天覆地的變化,在過去的施工中,鋼筋籠采用手工軋制或手工焊接的,除了效率低下外,主要的缺點是制作的鋼筋籠差,設備尺寸不規范,影響到工程建設的工期與鋼筋加工主要包括鋼筋的剪切、矯直、強化冷拉延伸、彎曲成型、滾焊成型、鋼筋的連接、焊接鋼筋網等。全自動鋼筋籠繞筋機是將這些設備有機的結合在一起,使得鋼筋籠的加工基本上實現機械化和自動化,了各個環節間的工藝時間和配合偏差,大大了鋼筋籠成型的和效率,為鋼筋籠的集中制作、統一配送提供了奠定了良好的技術和基礎。同時,全自動鋼筋籠繞筋機的使用將大大的減輕操作人員的勞動強度,為施工單位創造良好的經濟效益和社會效益。全自動鋼筋籠繞筋機的使用,開創了鋼筋籠加工的新局面,是今后鋼筋籠加工的發展方向。
繞筋機主機;含機架、底座、膠輥、傳動系統等。鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將*一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,補齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉反向。用其他方式制作骨架時,考慮骨架存放區布置,更可以采用骨架模具生產骨架。人工生產骨架要注意整體布局,合理安排場地,骨架制作、骨架存放與轉運,各工序之間盡可能互不干擾,過程流暢,盡可能實現流水線生產方式。
建貿機械設備有限公司
全自動數控鋼筋籠繞筋機價格工法特點鋼筋籠繞筋機的使用說明:1.備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。2.焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。3.圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動。4.調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速至接近該數值為宜,并記住變頻調定值備用。也可直接在鋼筋籠上測量與調整要求的間距值。在主機速度確認不變后,根據變頻器初始參數0-50均分并計算,可以快時間調到所需數值。確認的一個或幾個數值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調直機配合使用。
海口#鋼筋籠繞筋機#專業生產 17279
jmc
17279
jmc
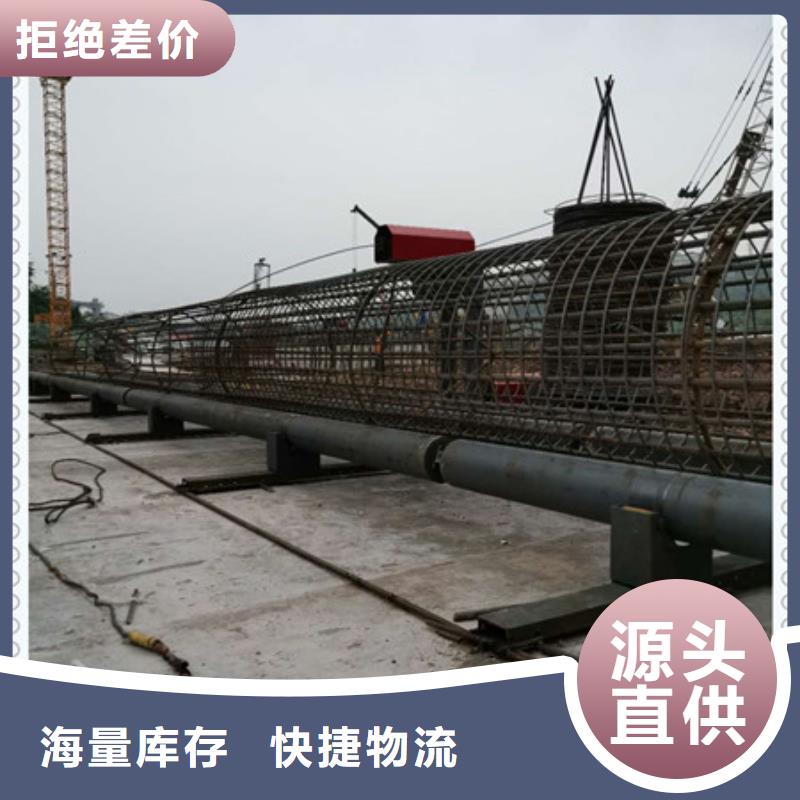
傳統制作鋼筋籠 尺寸誤差偏大;鋼筋纏繞不緊,鋼筋籠整體松散;內加強筋焊接產生熱變形,從而導致鋼 筋籠變形;特別是10mm以上繞筋較密時,人工更難保證質量。 傳統制作鋼筋籠 尺寸誤差偏大;鋼筋纏繞不緊,鋼筋籠整體松散;內加強筋焊接產生熱變形,從而導致鋼 筋籠變形;特別是10mm以上繞筋較密時,人工更難保證質量。鋼筋籠滾焊機技術參數:◆設備分1250MM、1500MM、2000MM、2500MM等型號,14M、18M、22M、27M四種規格;一次性可以成型14米(含錯位部分)、18米、22M或7M的鋼筋籠;◆設備分1250MM、1500MM、2000MM、2500MM等型號,14M、18M、22M、27M四種規格;一次性可以成型14米(含錯位部分)、18米、22M或7M的鋼筋籠;◆主筋Φ12~40mm,箍筋Φ5~16mm(盤筋直接作業),繞筋間距范圍:50~450mm可任意調整;引進歐洲技術,生產效率是人工制作鋼筋籠的3-4倍,設備操作工人只需要5-6人,做出來的籠子,間距均勻,焊點飽滿、牢固,籠子不散架,基本實現監理。◆功率:1500型以下設備13KW(含上料機構),2000以上型號設備20KW;A.標準化制作鋼筋籠間距均勻,精度高;機械旋轉,盤筋與主筋纏繞緊密;先成型后加內加強筋,確保鋼筋籠同心度。B.傳統制作鋼筋籠尺寸誤差偏大;鋼筋纏繞不緊,鋼筋籠整體松散;內加強筋焊接產生熱變形,從而導致鋼筋籠變形;特別是10mm以上繞筋較密時,人工更難保證質量。C.相同條件下,繞筋機標準化制作鋼筋籠是傳統制作產量的3-4倍。D.相同任務量時,標準化制作可節省人工3/4。鋼筋籠機械化加工場籌建指南:A.場地對于標準型設備,加工區占地面積至少30米x50米,地面需硬化平整;原材料區另計;成品籠子和鋼筋原料的裝卸需吊裝設施;如設備加長,場地相應加長。A.場地對于標準型設備,加工區占地面積至少30米x50米,地面需硬化平整;原材料區另計;成品籠子和鋼筋原料的裝卸需吊裝設施;如設備加長,場地相應加長。B.人員5-7人/班,工期緊時,可分兩班。C.耗材CO2氣體、焊絲、焊條等就近定點采購。D.機具除主設備滾焊機外,還需準備切斷機1臺、對焊機2臺以上、連接設備1臺以上。.電力全部機具總功率約50KW.
鋼筋籠繞筋機的使用說明1.備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調整好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。2.焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋焊接。此時按選定生產工藝確定方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。3.圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動圓盤自行轉動。4.調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速至接近該數值為宜,并記住變頻調定值備用。也可直接在鋼筋籠上測量與調整要求的間距值。在主機速度確認不變后,根據變頻器初始參數0-50均分并計算,可以快時間調到所需數值。確認的一個或幾個數值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調直機配合使用。河南建貿機械設備有限公司生產設備齊全,技術力量雄厚,具有完善的計量檢測裝備,對產品進行全嚴格的控制。公司擁有一支專業的售后服務隊伍。各施工單位客戶的一致好評。 歡迎新老客戶訂購!