您的位置>首頁 >海口當地今日推薦News >
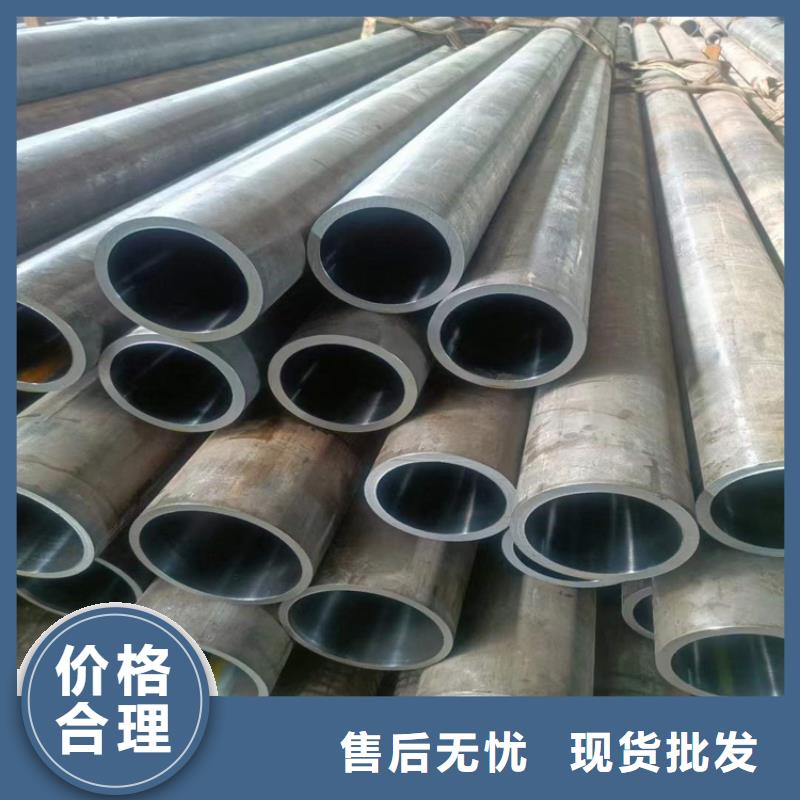
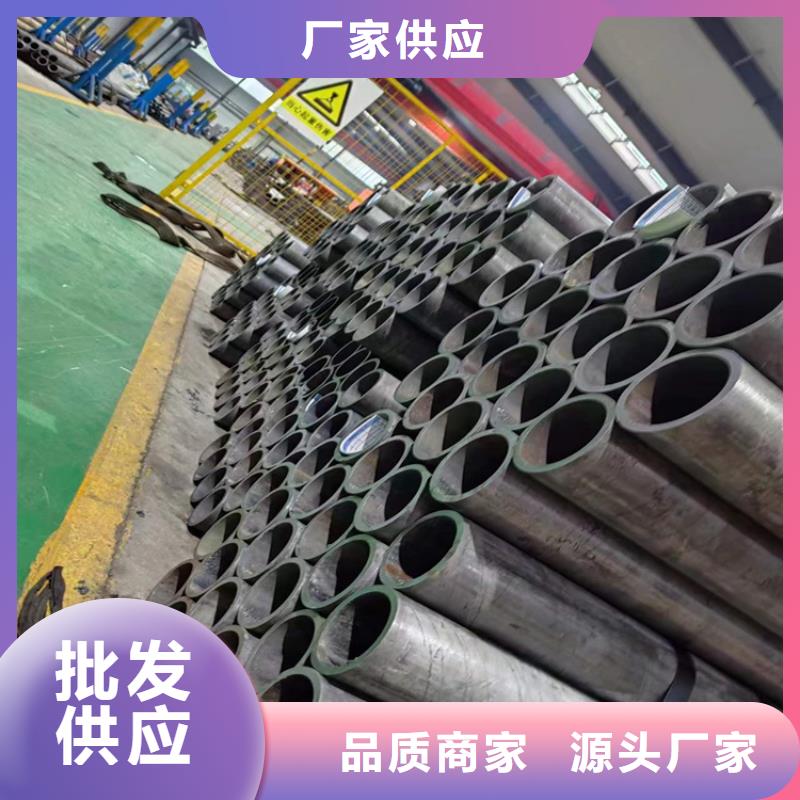
45號油缸管多年老廠家
更新時間: 2025-01-19 22:51:48 瀏覽次數:6
以下是:45號油缸管多年老廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 6500/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 油缸氣缸機械加工 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
以下是:45號油缸管多年老廠家的圖文視頻
導讀 45號油缸管多年老廠家,安達液壓機械有限公司為您提供45號油缸管多年老廠家的資訊,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,發貨地:聊城遼河路燕山路交叉口南500米東首發貨到海南省 海口市 秀英區、龍華區、瓊山區、美蘭區。 海南省,海口市 海口市地處熱帶,是一座富有海濱自然旖旎風光的南方濱海城市。位于低緯度熱帶北緣,屬于熱帶季風氣候。自北宋開埠以來,已有上千年的歷史。海口由本島海南島部分、離島海甸島和新埠島組成,總面積3126.83平方千米,其中,陸地面積2296.82平方千米,海域面積791平方千米。海口市主要景點有:府城鼓樓、西天廟、冼太夫人廟、海瑞墓園、瓊臺書院、五公祠、秀英炮臺。
海口45號油缸管多年老廠家
<海口>九冶管業有限公司

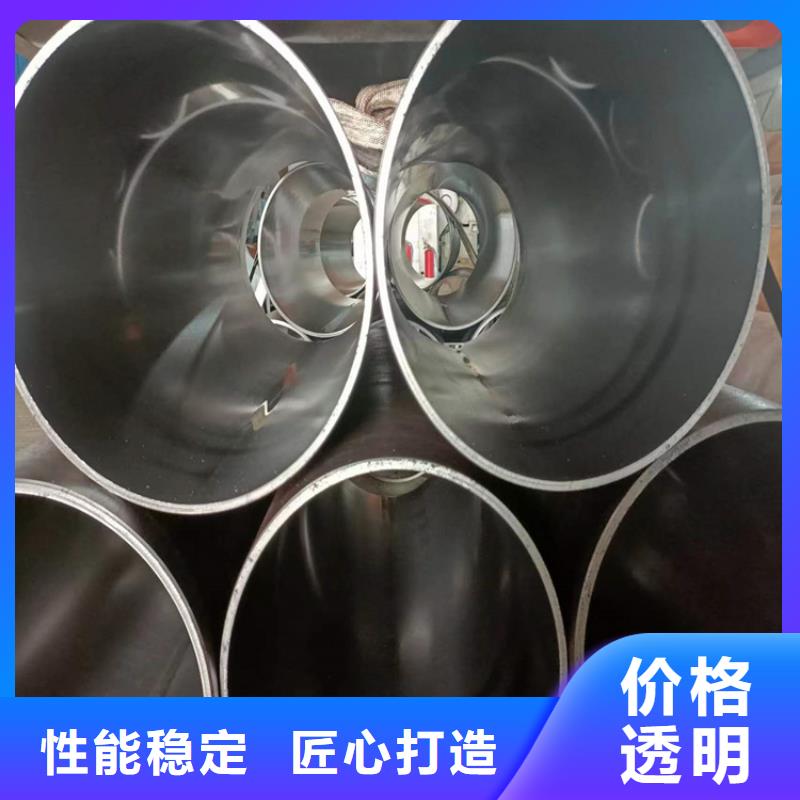
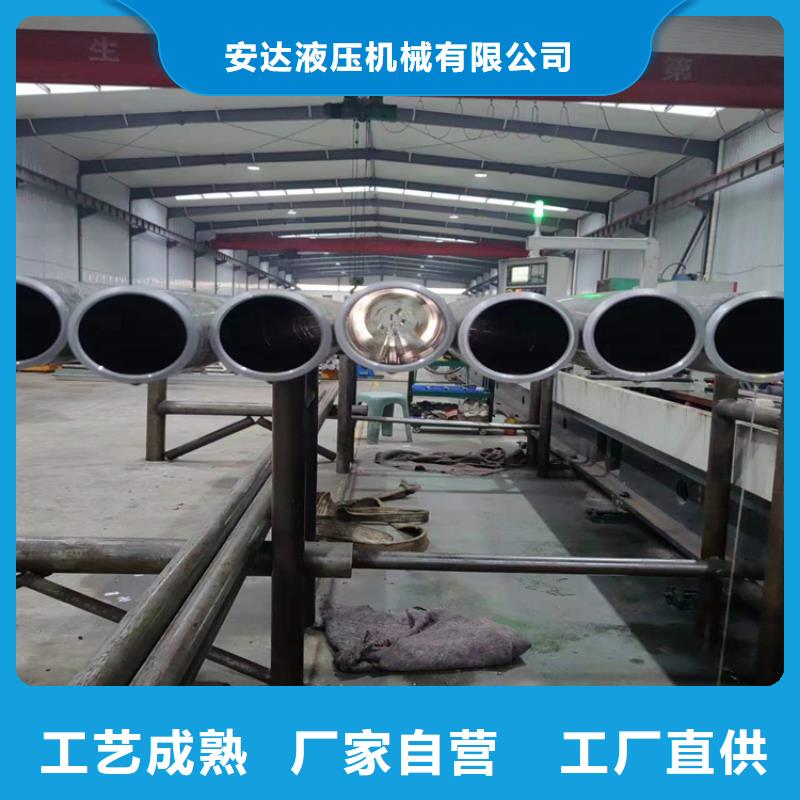
為了提率,珩磨管的生產都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。要想使珩磨管獲得良好的珩磨效果,除選用先進的珩磨工具及正確選用磨條材料和粒度外,珩磨時采用工藝參數對加工質量和生產率也有很大的影響。比如說適當增加珩磨的往復運動速度,除了提高工效外,還能改善表面質量。

與內孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨過程中又旋轉加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,所以能得到較細表面粗糙度。為了提率,珩磨管的生產都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。
<海口>九冶管業有限公司
海口45號油缸管多年老廠家
總結 您是想要在海南省海口市采購高質量的45號油缸管多年老廠家產品嗎?安達液壓機械有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的45號油缸管多年老廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:高經理-17706353138,QQ:3573482096,地址:《遼河路燕山路交叉口南500米東首》。