

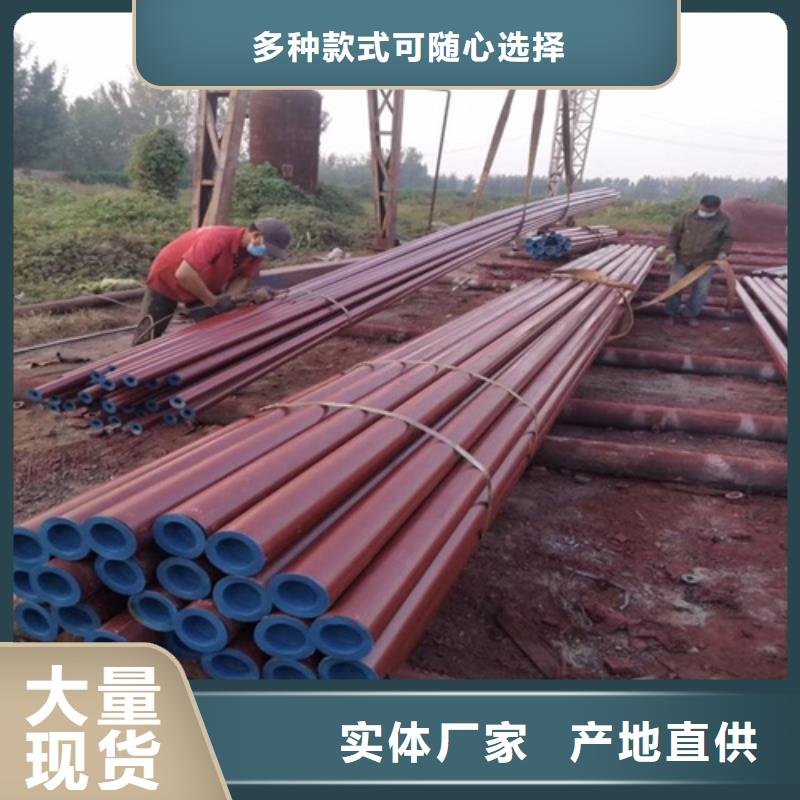



酸洗鈍化無縫鋼管容器或零部件必須用潔凈水將表面沖洗干凈,后用酚酞試紙測試沖洗面的任何處,使PH值在6.5-7.5之間,或用濾紙檢查沖凈程度,無藍色為合格。然后擦干或用壓縮空氣吹干。容器和零部件經酸洗鈍化后搬運吊裝及存放時禁止磕碰劃傷鈍化膜。管路清洗完畢如果沒有很快進入調試階段 必須在管路中及時鋪油 而且要在整個內壁上都形成一層油膜 以免產生二次生銹。油洗之后 調試之前必須再次對管路進行檢查 特別是在管路的拐彎處以及大的集流腔等容易積存油液的地方 要打開管路進行檢查 放出殘存的油液 并用干凈的油液再沖洗 直到看不到雜質為止。
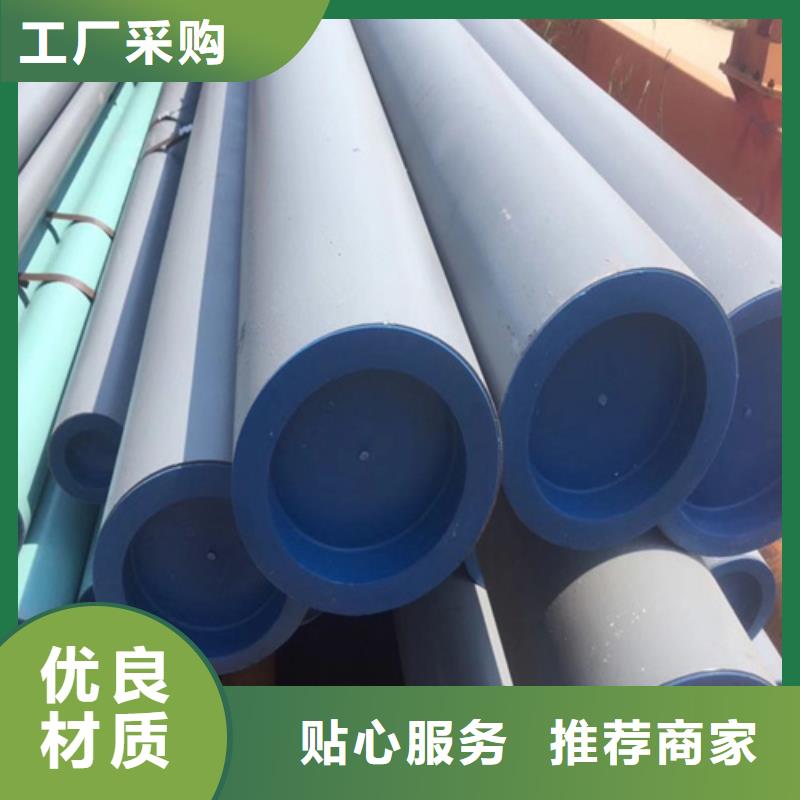
山東酸洗廠采用兩步酸洗鈍化無縫鋼管綜合處理技術,研究成功了不銹鋼常溫快速酸洗工藝。該工藝常溫下能快速去除不銹鋼表面厚氧化皮,特別是對焊接處黑皮及夾雜物去除效果好,酸洗處理后表面潔凈光亮,不易失光褪色,不泛黃。不銹鋼件上掛→化學除油(常規堿性化學除油或表面活性劑除油)→熱水洗→流水洗→步酸洗→流水洗→第二步酸洗→流水洗→轉入下道工序(如:化學著色→回收→流水洗→硬化處理→流水洗→封閉處理→流水洗→干燥→成品)步酸洗的主要目的是除去焊接處和焊縫的黑皮和夾雜物及部分氧化皮,經優化篩選,確定的工藝規范如下:步酸洗處理后不能完全除盡氧化膜,表面附著一層灰色膜,光澤較差,必須經過第二步酸洗,除去表面灰色膜,使其達到近似鏡面光亮,經優化篩選實驗驗證,采用如下工藝規范。
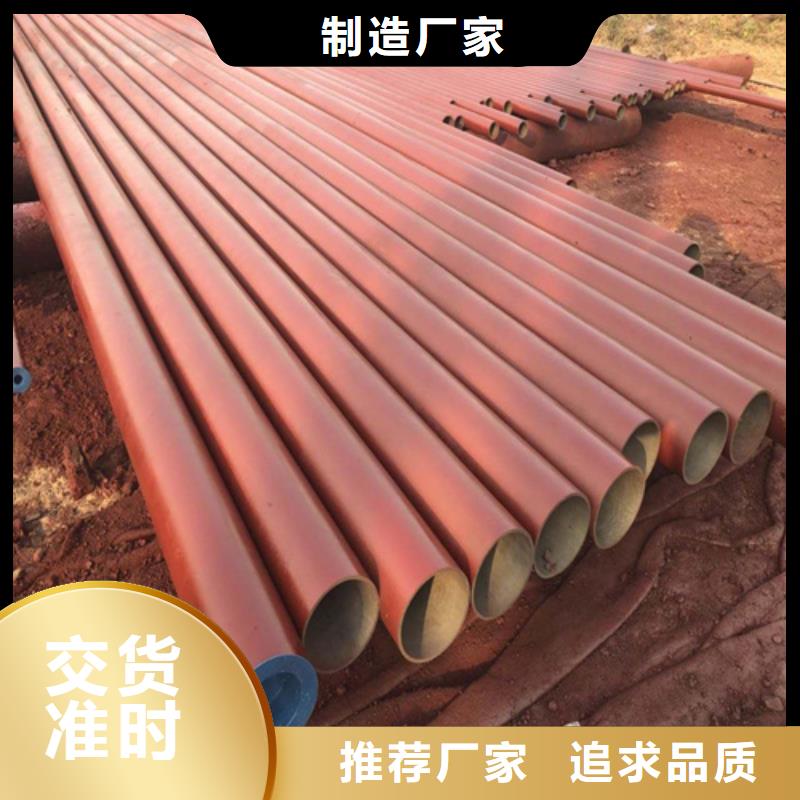
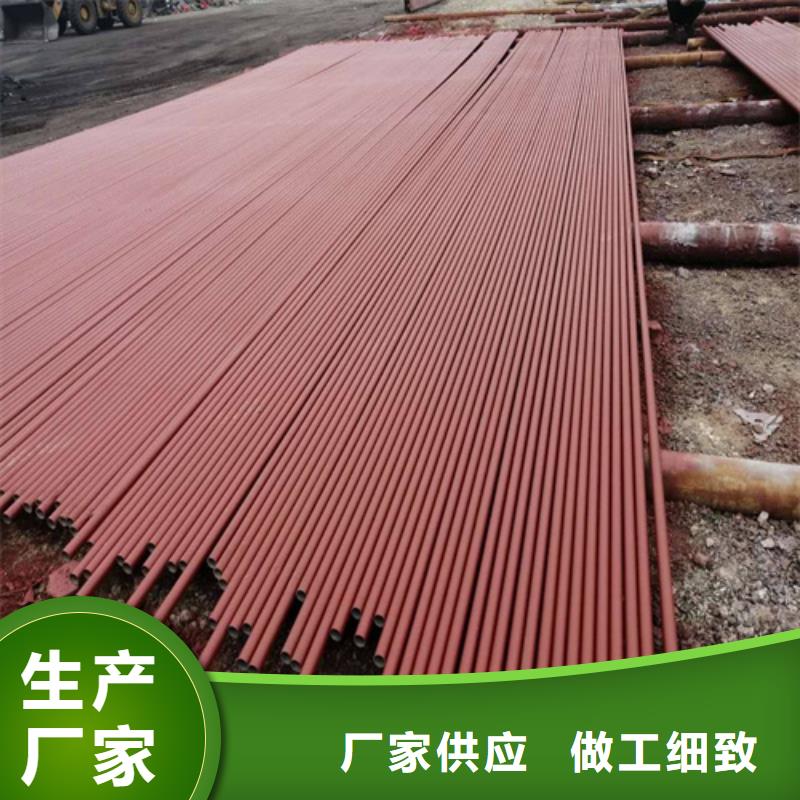
山東聊城格瑞管業有限公司產品簡介:液壓系統在制造、試驗、使用和儲存中都會受到污染,而清洗是污染,使液壓油、液壓元件和管道等保持清潔的重要手段。無論潤滑管路還是液壓管路 酸洗、油洗兩個步驟均應完整進行。酸洗目的:衛生級潔凈管道通過酸洗鈍化和清洗等程序,使管道能夠達到無菌物料輸送的要求酸洗工藝流程:脫脂---水洗---酸洗----水洗---封閉劑 一般無縫鋼管(碳鋼)的酸洗方法有2種,如下:1.硫酸:稀釋至20%左右的濃度,加熱到60—65度,一般洗20-30分鐘;2.鹽酸:同樣稀釋至20%左右的濃度,直接室溫酸洗,一般洗20-30分鐘,酸洗后的鋼管要進行防銹處理的,鈍化是其中的一種,要看鈍化的質量如何,還有封閉劑的選用也很重要的。酸洗后(以去除氧化皮為準),要立即用水沖洗,立即中和處理,防銹的話,還要進行鈍化處理。格瑞酸洗鈍化無縫鋼管 各種管道用酸洗無縫鋼管加工
酸洗鈍化無縫鋼管1、 鈍化無縫鋼管由于其對鈦合金表面氧化皮具有優異的清洗能力可以清洗熱加工后帶氧化鐵皮的鈦合金。 2、 鈍化無縫鋼管由于本鈦合金酸洗液使用方便故可簡化酸洗工藝和設備。 3、 鈍化無縫鋼管使鈦合金獲得銀白光亮的美觀表面提高了酸洗的表面質量。 4、 鈍化無縫鋼管本品不分解,不沉淀,運輸方便,保質期兩年隨用隨取 。