






鋼板卷管在生產過程中由于受到滾壓、拉伸和焊接時的高溫影響,材料的組織、機械性能都會發生變化,嚴重的影響管材的品質,這些變化主要有:冷作硬化現象,即晶體中一列或若于列原子發生有規律的錯排,晶格發生畸變,形成一個應力集中區,這種現象也稱位錯。因為高溫和冷卻不勻產生焊接應力和在原有單一奧氏體組織中產生鐵素體,出現碳化物等不均勻組織,為提高生產效率,確保卷管表面光亮,殘余應力,獲得單一的奧氏體組織,生產高品質卷管,必須實施在線光亮固溶處理方法。
壁厚1-30厚的直縫焊管,熱軋無縫化鋼管的大型企業之一,產品執行:SY/T5037.GB/T9711、 GB/T8162-1999、GB/T8163-1999標準,廣泛用于石油、天然氣工業,化學工業,輸送流體管道,橋梁打樁,基建工程及鋼結構等。
按用戶需求訂做特殊規格、特殊壁厚的鋼管及管,直縫卷管價格行情厚壁卷管、矩形鋼管重量理算公式預期短期內市場報價弱穩為主卷管市場需求產量今日天津市場卷管 指導報價Q235B的材質主要有Q345B厚壁...Q345B卷管16mn卷管價能有何種動力支撐出現抬...厚壁卷管廠在年底前的趨勢山特鋼板卷管廠檢修及產能發展的知識主導城市平穩運行卷管市場出貨一般Q235B卷管-Q345B卷管-卷管。
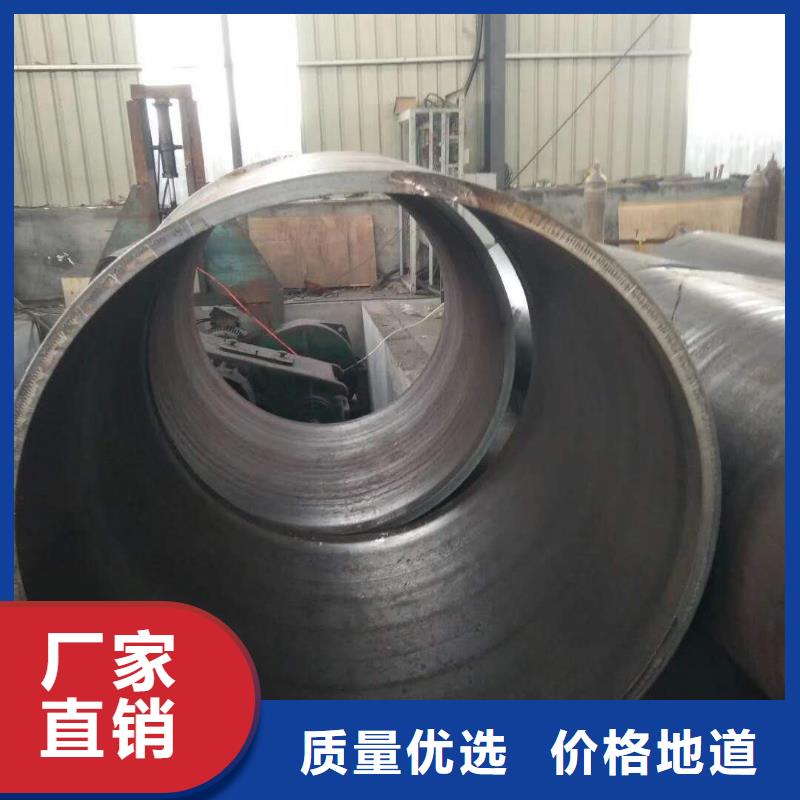
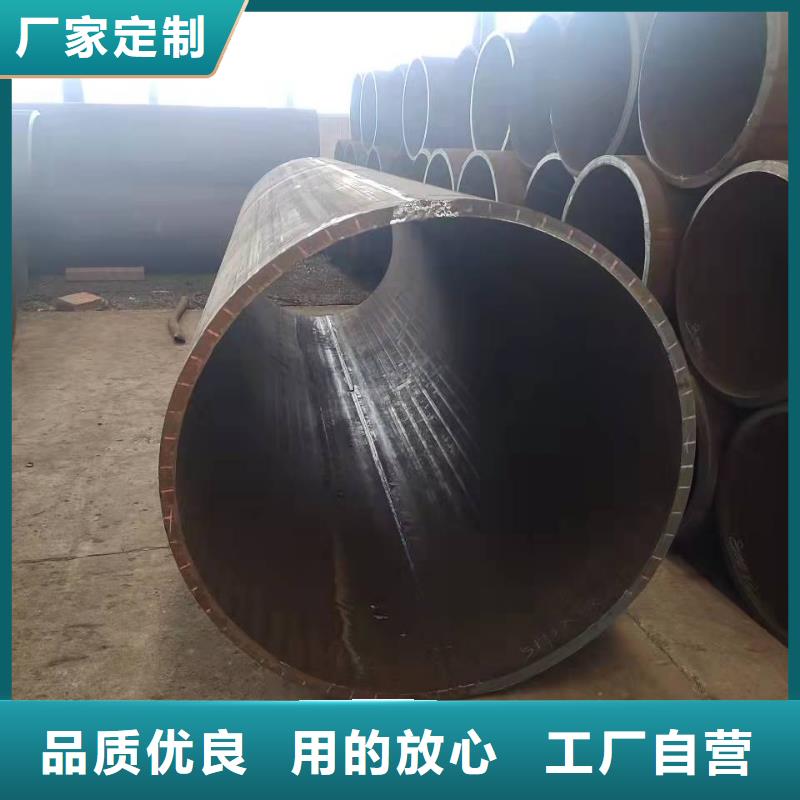
鋼板卷管管節的卷制
在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定:
1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
2離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。
各類型鋼板卷管合金都有以下通性:
(1)多數合金熔點低于其組分中任一種組成金屬的熔點;
(2)硬度比其組分中任一金屬的硬度大;
(3)合金的導電性和導熱性低于任一組分金屬。利用合金的這一特性,可以制造高電阻和高熱阻材料。還可制造有特殊性能的材料,如在鐵中摻入15%鉻和9%鎳得到一種耐腐蝕的不銹鋼,適用于化學工業。
(4)有的抗腐蝕能力強(如不銹鋼) 鋼管卷管結構形式為三輥對稱式,上輥在兩下輥中央對稱位置作垂直升降運動,通過液壓缸內的液壓油作用于活塞而獲得,為液壓傳動;兩下輥作旋轉運動,通過減速機的輸出齒輪與下輥齒輪嚙合,為卷制板材提供扭矩。鋼管卷管缺點是板材端部借助其它設備進行預彎。