您的位置>首頁 >怒江當?shù)禺a品頻道 >
鑄鐵閘門我們更專業(yè)
- 更新時間: 2025-06-21 17:31:01 ip歸屬地:怒江,天氣:小雨,溫度:22-31 瀏覽次數(shù):83
- 產品報價: 面議/套
- 小起訂: 電議
- 供貨總量: 電議
- 運費說明: 電議
以下是:云南省怒江市鑄鐵閘門我們更專業(yè)的產品參數(shù)
| 產品參數(shù) |
|---|
| 產品價格 | 面議/套 |
|---|
| 發(fā)貨期限 | 面議 |
|---|
| 供貨總量 | 12000 |
|---|
| 運費說明 | 面議 |
|---|
| 小起訂 | 1 |
|---|
| 是否廠家 | 廠家 |
|---|
| 產品材質 | 鑄鐵 |
|---|
| 發(fā)貨城市 | 衡水 |
|---|
| 加工定制 | 加工定制 |
|---|
| 品牌 | 河畔 |
|---|
| 主體材質 | 鑄鐵 |
|---|
| 密封形式 | 硬密封型 |
|---|
| 連接形式 | 手電啟閉機 |
|---|
| 用途 | 止水 |
|---|
| 范圍 | 鑄鐵閘門生產基地位于【衡水】,供應范圍覆蓋云南省 昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 瀘水市、福貢縣等區(qū)域。 |
|---|
導讀 【清污機】為您提供玉溪不銹鋼清污機、保山球墨鑄鐵閘門、昭通不銹鋼閘門、德宏攔污柵、迪慶卷揚啟閉機廠家、瀘水鑄鐵閘門、福貢球墨鑄鐵閘門等多元產品與服務。在云南省怒江市采買鑄鐵閘門我們更專業(yè)到河畔水利機械廠(怒江市分公司)【衡水河畔水利機械廠(怒江市分公司)shunyu3027-42】,無論您是個人用戶還是企業(yè)采購,我們都將竭誠為您服務。品質保證,價格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯(lián)系人:趙經理,地址:《新河縣安家莊》。 云南省,怒江傈僳族自治州 2022年,怒江傈僳族自治州地區(qū)生產總值實現(xiàn)249.93億元,可比增長3.6%。
想要更深入地了解我們的鑄鐵閘門我們更專業(yè)產品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。
以下是:云南怒江鑄鐵閘門我們更專業(yè)的圖文介紹
")
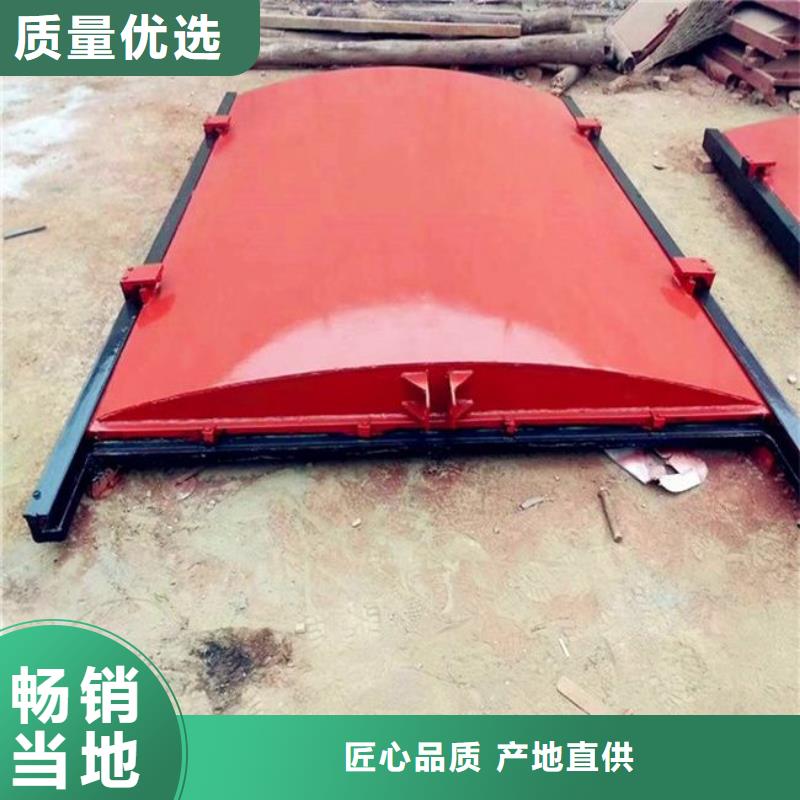
河畔水利機械廠(怒江市分公司)是專業(yè)從事規(guī)劃、設計、生產、銷售、安裝及服務于一體的 平板鋼閘門制造服務商。

")
合格的鑄鐵閘門應該是布置簡單,結構緊湊,運行維護簡單的,所以,我們可以通過以下方法來檢驗鑄鐵閘門是否合格:外觀檢驗,即鑄鐵閘門鑄件表面不允許有未完全清理掉的砂子和雜物等,檢驗鑄鐵閘門的鑄件尺寸是否對應零件圖紙要求,加工面尺寸精度能否滿足裝配使用,鑄件表面不允許有縮松、縮孔、氣孔、裂紋、皮縫、缺肉等缺陷或現(xiàn)象;鑄鐵閘門的力學性能(包括抗拉強度、屈服強度、延伸率、硬度、壓力指標或者進行必要的低溫性能檢驗)是否有驗收報告。
")
河畔水利機械廠(怒江市分公司)
")
")
")
鑄鐵閘門防腐處理質量檢查
鋼閘門防腐處理的每道工序完成后,必須進行嚴格的質量檢查,合格后方可進行下一道工序的施工,檢查標準為設計要求或規(guī)范規(guī)定。
4.1表面處理(噴砂)
一般噴砂處理后,表面清潔度達到Sa2.5級,可用對比照片檢查;表面粗糙度數(shù)值達到40-70μm,用專用量具或樣塊檢測。
涂層遍數(shù)與厚度
一般噴鋅、噴防銹漆、噴面漆均分兩遍完成,噴鋅 遍完成總量的70-80%,第二遍完成20-30%,噴漆兩遍各完成總量的一半。每遍噴涂應有一定重疊量,兩遍噴涂噴束應垂直交叉覆蓋。
3.6邊角位置及拼接焊縫處的噴涂
為保證閘門邊角位置的噴涂質量,在每層噴涂之前應先將這些位置噴涂兩遍,然后對閘門噴涂。
閘門拼接位置必須在施工現(xiàn)場或安裝就位后進行焊接,所以應在焊縫處各側50mm范圍內涂裝焊接時不對焊縫質量產生不良影響的車間底漆,以免坡口生銹。焊接后,對焊縫區(qū)進行二次除銹與噴涂。
")
總結 在云南省怒江市采購鑄鐵閘門我們更專業(yè)請認準河畔水利機械廠(怒江市分公司)【衡水河畔水利機械廠(怒江市分公司)shunyu3027-42】,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實惠、更加可靠的產品。(聯(lián)系人:趙經理-【13932976896】,地址:新河縣安家莊)。



")
")

