


聯系我們

數控鋼筋彎曲中心公司
更新時間:2025-02-15 18:56:55 瀏覽次數:8 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 66000/臺 |
| 發貨期限 | 24h |
| 供貨總量 | 99 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | 鋼材 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMW2-32 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMW2-32 |
| 可售賣地 | 全國 |
| 產品顏色 | 紅色 |
| 質保時間 | 一年 |
| 品牌 | 河南建貿 |
| 產品名稱 | 數控鋼筋彎曲中心 |
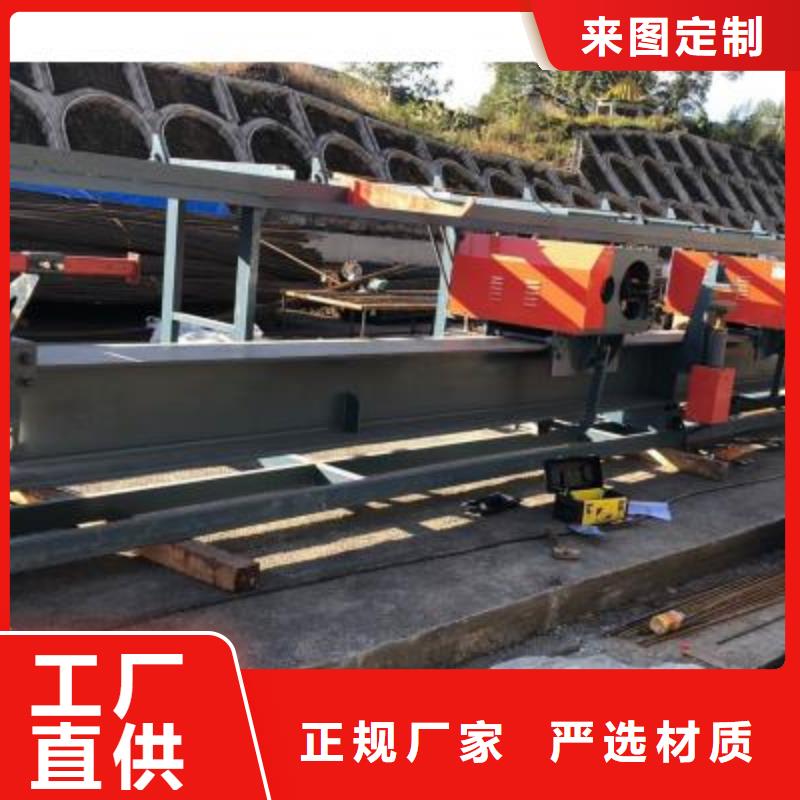






全自動鋼筋彎曲中心產品特點:
1、進口PLC結合觸摸屏控制界面操作方便
2、中心柔性鋼筋鎖緊機構設計,確保彎曲精度
3、彎曲面板采用熱處理,耐磨,延長使用壽命
4、彎曲主軸由伺服控制,彎曲精度極高
5、移動式彎曲主機,彎曲長度自由定尺
6、一體化設計,高強度移動軌道設計,經久耐用
7、彎曲主機定位夾緊機構設計,提高彎曲精度
8、伸縮式彎曲軸實現了鋼筋的雙向彎曲。全自動鋼筋彎曲中心生產廠家
9、高強度自動上料架,實承載原材料
10、一次性可彎曲多根鋼筋,效率高
11、圖形數據庫可預置數百種圖形
12、操作簡單地,一個循環可彎曲多個角度
13、選用知名品牌(施耐德、匯川、西門子、三菱、松下)PLC及CNC控制,電控程序內可儲存多達上百種圖形并設有數據庫。

數控立式鋼筋彎曲中心機屬于一種對鋼筋彎曲機結構的改進。調直系統特性:由水平和垂直的可自動調節的兩套矯直輪組成,結合4個牽引輪,由進口伺服電機驅動,確保鋼筋的矯直達到*的精度。鋼筋加工機械之一。本實用新型包括,減速機、大齒輪、小齒輪、彎曲盤面其特征在于結構中:雙級制動電機與減速機直聯作一級減速;小齒輪與大齒輪嚙合作二級減速;大齒輪始終帶動彎曲盤面旋轉;彎曲盤面上設置有中心軸孔和若干彎曲軸孔;工作臺面的定位方杠上分別設置有若干定位軸孔。由于雙級制動電機與減速機直聯作一級減速,輸入、輸出轉數比準確,彎曲速度穩定、準確,且可利用電氣自動控制變換速度,制動器可保證彎曲角度。利用電機的正反轉,對鋼筋進行雙向彎曲。中心軸可替換,便于維修。可以采用智能化控制。
鋼筋彎曲中心
產品特點:
1、 配備多個彎曲機頭,可進行組合,實現多種型式鋼筋形狀的加工。
2、 備有圖形數據庫,預存數十種圖形供用戶選擇。
3、 采用氣動-齒條鎖緊機構,加工過程中主機不滑移,重復加工精度高。
4、 采用獨創的角度定位系統,彎曲精度高。
5、 可一次性彎曲多根鋼筋,效率高。
6、 采用自動上料架,鋼筋加工實現流水化作業。
主要參數
設備尺寸 ~12000X2100X1600(mm)
彎曲速度 60
電源 380V 50Hz
總功率 26kW 彎曲機頭 4kWx5
承料架 1.5kWX2
空壓機 3kWx1
實際耗電量 8kW/h
承料架速度 5m/min
承料架載重量 ~2000kg
設備總重量 ~4500kg
氣源工作壓力 0.6Mpa
彎曲角度 ~180°
彎曲鋼筋直徑: Φ 10 12 14 16 18 20 22 25 28 32
彎曲根數(Q235) 單位:根 8 7 6 5 3 2 2 2 2 1
彎曲根數(HRB335) 單位:根 8 7 5 4 3 2 2 2 2 1
彎曲根數(HRB400) 單位:根 8 6 4 3 2 2 2 2 2 1

第二步: 盤筋上料將盤筋吊于放線架上載重2T1.7M立柱可定制成伸縮型。
第三步: 主筋穿絲并加緊
工人將主筋抖落分布于分料盤的圓周上;同時穿入固定盤和移動盤環形模板的導管內;并在移動盤的導管內用螺栓夾緊。
分料盤系統由多個分料盤組成與固定盤相連并可跟隨同步旋轉運動;端部的輥輪可減少旋轉阻力。
夾緊時注意每根主筋的錯位長度通常是1M左右。
第四步:盤筋穿絲并纏繞固
焊接機械手(價格另計)焊接速度為40-60點/分鐘)
第六步:鋼筋籠與旋轉盤分離
切斷繞筋:移動盤前移鋼筋籠與固定盤分離;松開主筋與移動盤導管的螺栓;移動盤前移鋼筋籠與移動盤分離。
第七步: 卸籠降下液壓支撐
卸籠行吊或人推滾下。
在整個焊接過程中為防止鋼筋籠因自重而變形需配置多個液壓支撐裝置。
專門設計的液壓站采用國內通用的液壓組件持久耐用具有互換性。
第八步: 移動盤復位準備下一個生產循環鋼筋籠滾焊機全自動鋼筋籠滾焊機
保山數控鋼筋彎曲中心公司