

我們精心制作的鍍鋅管【09CrCuSb工字鋼】廠家新品產品視頻已經準備就緒,【解鎖新品!】鍍鋅管【09CrCuSb工字鋼】廠家新品產品視頻,帶你穿越新品體驗之旅!
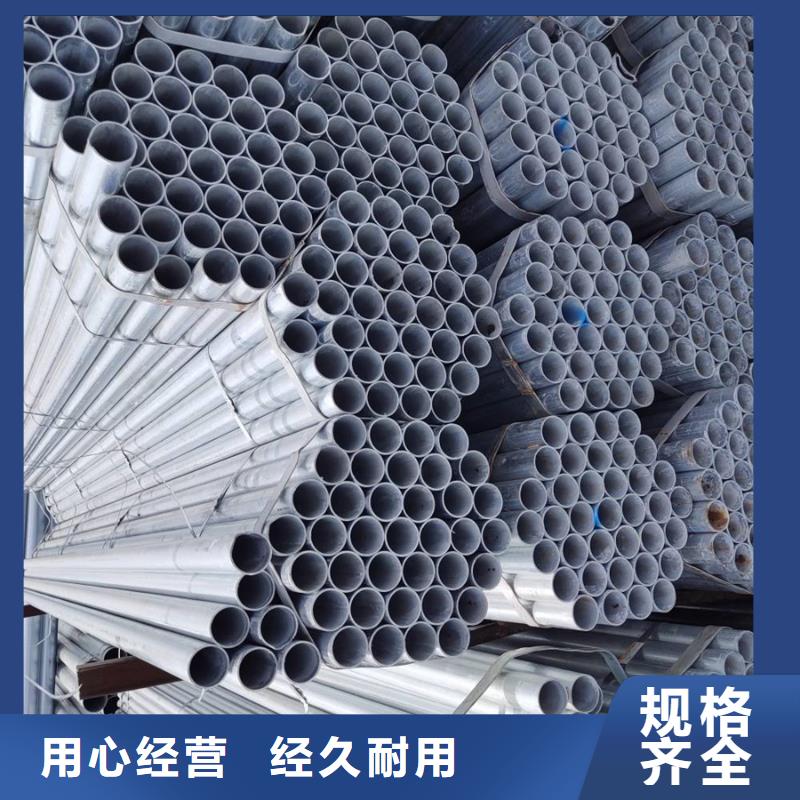
以下是:鍍鋅管【09CrCuSb工字鋼】廠家新品的圖文介紹
蘇滬金屬制品(保山市分公司)以良好的 09CuPCrNiA角鋼質量贏得了廣大用戶的好評,取得了良好的業績。在服務中國市場的同時,公司致力于開拓國際市場, 09CuPCrNiA角鋼貨源充足,多種規格。多年來堅持守約、保質、薄利、重義的經營理念,與廣大用戶建立了牢固的合作關系,受到了廣大客戶的贊同。公司讓利于客戶,裝車免費,節假日照常發貨,歡迎廣大客戶朋友光臨惠顧!



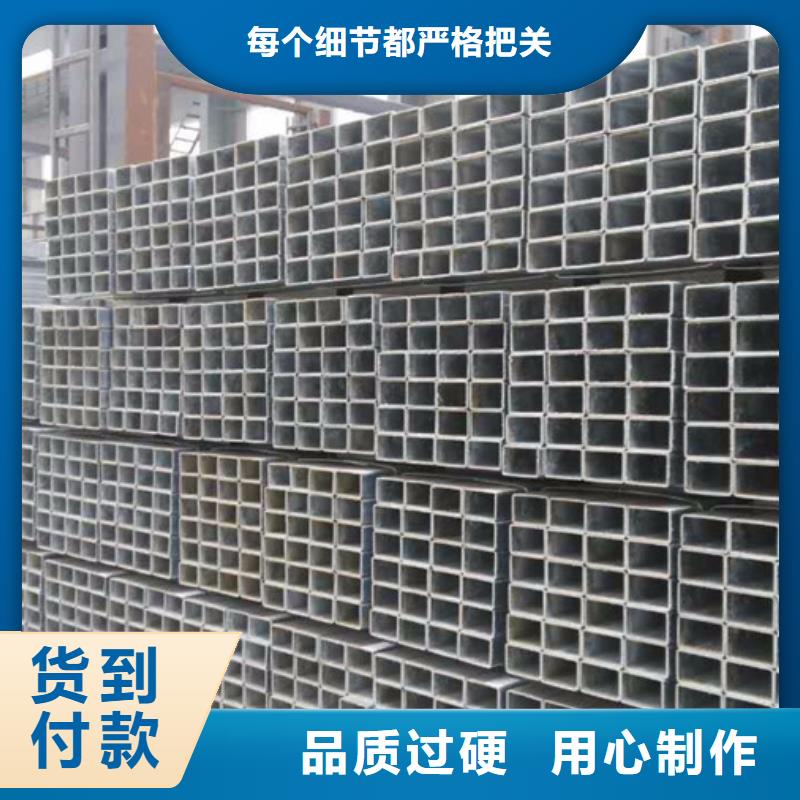
只有對鍍鋅無縫管進行質量管理,才能進行生產工作的操作過程,也是保證操作人員人身的必備要素。 重點應用大跨度鋼網架、工程項目房屋建筑鋼結構工程施工、電力安裝工程及高壓輸變電工程建設工程、自動化機械、海底隧道、道路、公路橋梁、市政管網 、基礎路基、基礎打樁、水氣管道、公路建設等公共服務設施。 根據鍍鋅管焊接工藝相關技術標準,對焊絲和焊膏的規格進行檢查,防止因焊絲誤操作造成電弧焊和電焊的生產事故, 焊膏。 二是對弧焊點焊生態環境進行監管。 當自然環境較弱時,應采用相應的方法進行弧焊和電焊。 焊前檢查焊接規格和型號,包括間隙、鈍邊、視角和通縫,均不符合制造工藝要求。 鍍鋅管在埋弧自動內外弧焊的整個過程中,所使用的加工工藝參數,如弧焊量、焊接工作標準電壓、焊接焊接速度等都是有問題的。 在監理電焊工埋弧自動式內外弧焊時,可靈活應用鍍鋅無縫管端弧板的長度,提高內外弧焊電焊弧板的應用效率,有利于 改進液壓鋼管端部。 弧焊焊接質量。 監督弧焊和電焊工作的工人是否先將煤灰清理干凈,接頭是否已經解決,焊接處是否有機油、鐵銹、熔渣、水、油漆等。



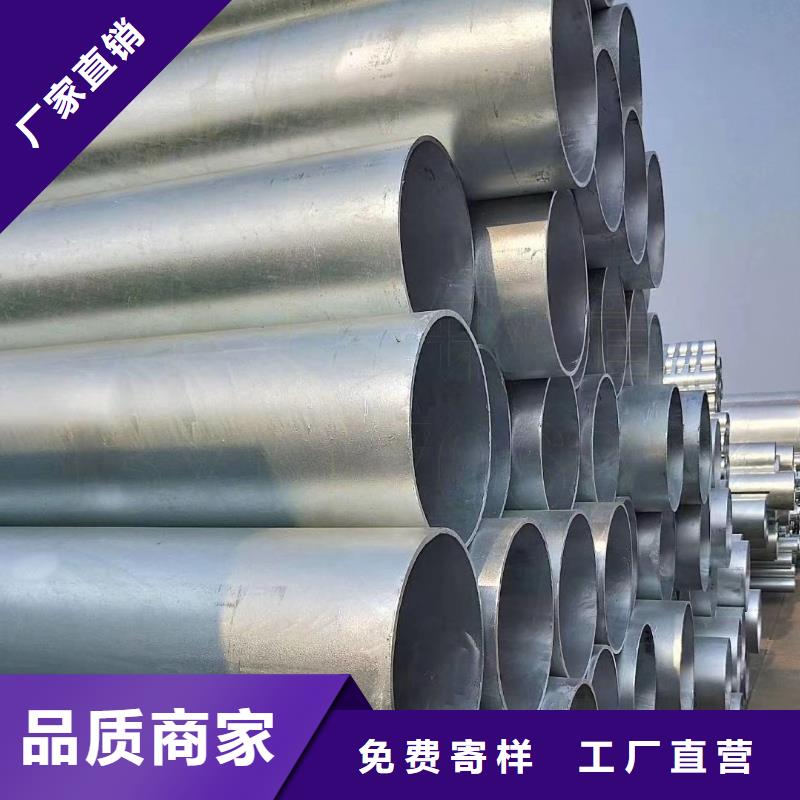
16mn鍍鋅鋼管在生產過程中,要經過很多工序才能獲得具有這種特性的優質管件。根據鍍鋅無縫管的冷加工硬化,可以獲得滿意的鋁合金型材。生產工藝工業設備為:光亮熱處理設備主要用于在維修氣氛中對不銹鋼板產品的生產進行熱處理工藝。在未規定鍍鋅無縫管應用特性的情況下,光亮熱處理工藝后對鋁合金型材成分的要求不同,因此光亮熱處理工藝的生產工藝也會有所不同。 16mn鍍鋅管冷拔后,內應力會在鍍鋅無縫管原材料中空出,內應力對水管的抗應力腐蝕開裂性能不是很好。各級冷拔導致原材料的應力腐蝕開裂敏感性激增。冷拔等級也會對馬氏體不銹鋼板的高溫長期抗壓強度造成不良破壞。一般操作溫度越高或開裂應用期越長,可進行的冷拔等級越低。從上面的詳細描述可以看出,鍍鋅無縫管的熱處理工藝比較復雜,如果鋁合金型材的成分要符合標準,就規定了工業設備在制冷中的調整。


鍍鋅管整個蝕刻過程有利于表面光亮工程。 流體動力研磨和拋光。流體動力研磨拋光是借助高速流動性液體和砂帶上的磨粒侵蝕油鍍鋅管表面進行研磨拋光的目的。 流體動力磨削是由液壓機驅動,使帶有磨粒的液體物料在鋼材表面高速往復運動。 該材料主要由在較低工作壓力下性能良好的獨特化學物質制成,并摻入耐磨材料。耐磨材料可以選用碳碳復合粉末。 磁力研磨和拋光。 磁磨、研磨、拋光是利用磁性耐磨材料在電磁場的作用下產生耐磨材料刷,切割生產鍍鋅管。這種方法生產加工效率高,性價比高,生產加工標準非常容易操作,工作標準好。 Q355B鍍鋅焊管為降低鍍鋅無縫鋼管的總氫滲透量,需要盡可能避免高韌性/高韌性鋼鍍鋅無縫鋼管的酸洗鈍化,因為酸洗鈍化會增加堿脆。 在防銹處理和氧化皮過程中,應盡量采用噴砂的方法去除銹跡。 保證鍍鋅無縫鋼管在酸中浸泡的時間多不超過十分鐘。 并且盡可能降低酸溶液的濃度值,零件在酸中浸泡的時間不超過十分鐘; 脫脂時,使用清潔劑或有機溶劑脫脂等有機化學脫脂方法,透氫量較少,若采用光電催化除油,則先氧化陽極再陽極氧化。


