

云南省曲靖市油缸滾壓管實(shí)時報(bào)價 <曲靖>九冶管業(yè)有限公司
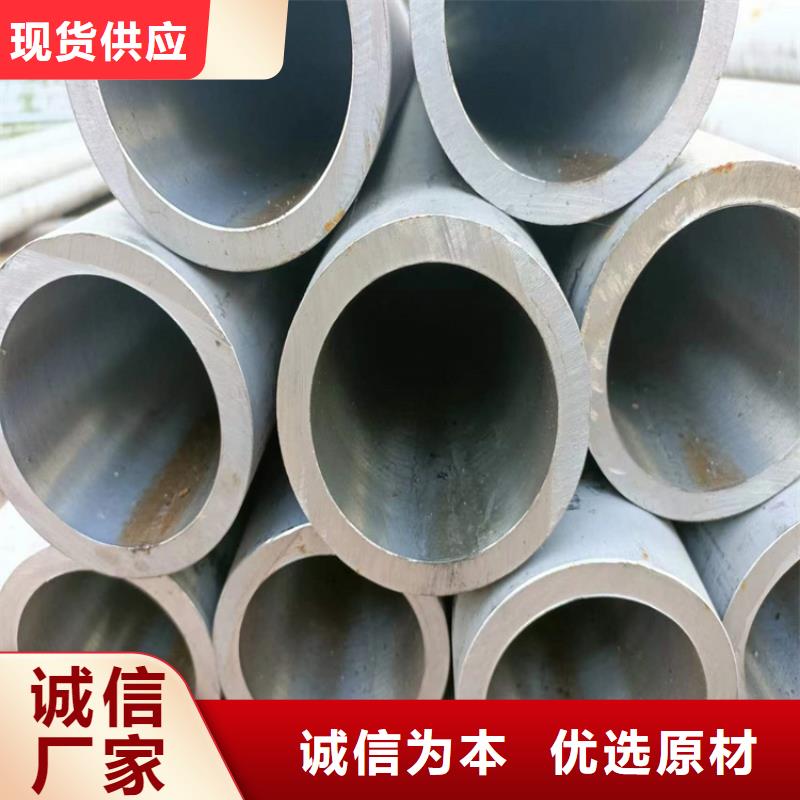
絎磨管是一種通過冷拔或熱軋?zhí)幚砗蟮囊环N高精密的鋼管材料。由于高精密絎磨管內(nèi)外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口、壓扁無裂縫等有點(diǎn),所以主要用來生產(chǎn)氣動或液壓 元件的產(chǎn)品,如氣缸或油缸,可以是無縫管。絎磨管的化學(xué)成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr絎磨管幾大優(yōu)點(diǎn)1、提高表面粗糙度,粗糙度基本能達(dá)到Ra≤0.08μm左右。2、修正圓度,橢圓度可≤0.01mm。3、提高表面硬度,使受力變形,硬度提高HV≥4°4、加工后有殘余應(yīng)力層提高疲勞強(qiáng)度提高30%。5、提高配合質(zhì)量,減少磨損,延長零件使用壽命,但零件的加工費(fèi)用反而降低。
時報(bào)價")
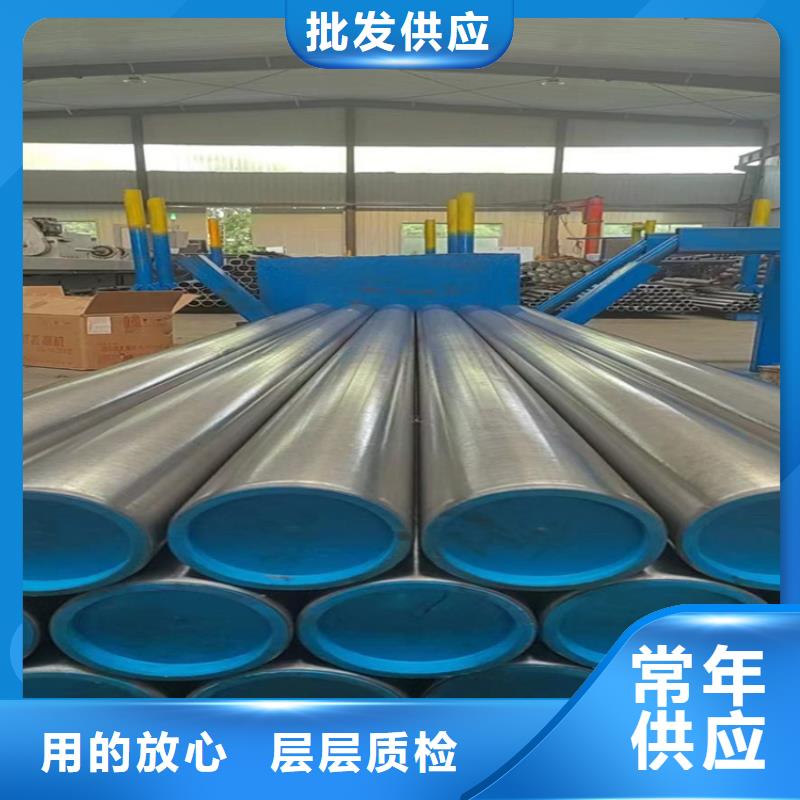
小口徑絎磨管麻點(diǎn)缺陷處理 在加工之前表面會有很多的麻點(diǎn),這是影響小口徑絎磨管質(zhì)量的重要因子,要想經(jīng)過絎磨后獲得質(zhì)量好的液壓油缸管 ,就需要對這些麻點(diǎn)進(jìn)行修復(fù)。那么,小口徑絎磨管表面缺陷的修復(fù)方法有哪些呢?1.加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達(dá)到降低麻點(diǎn)深度,減小珩磨磨削余量的目的。2.優(yōu)選熱軋管坯料冷拔管麻點(diǎn)缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點(diǎn)缺陷,提高缸筒的成材率。3.熱軋管內(nèi)孔缺陷清理。
時報(bào)價") 云南省曲靖市油缸滾壓管實(shí)時報(bào)價
云南省曲靖市油缸滾壓管實(shí)時報(bào)價
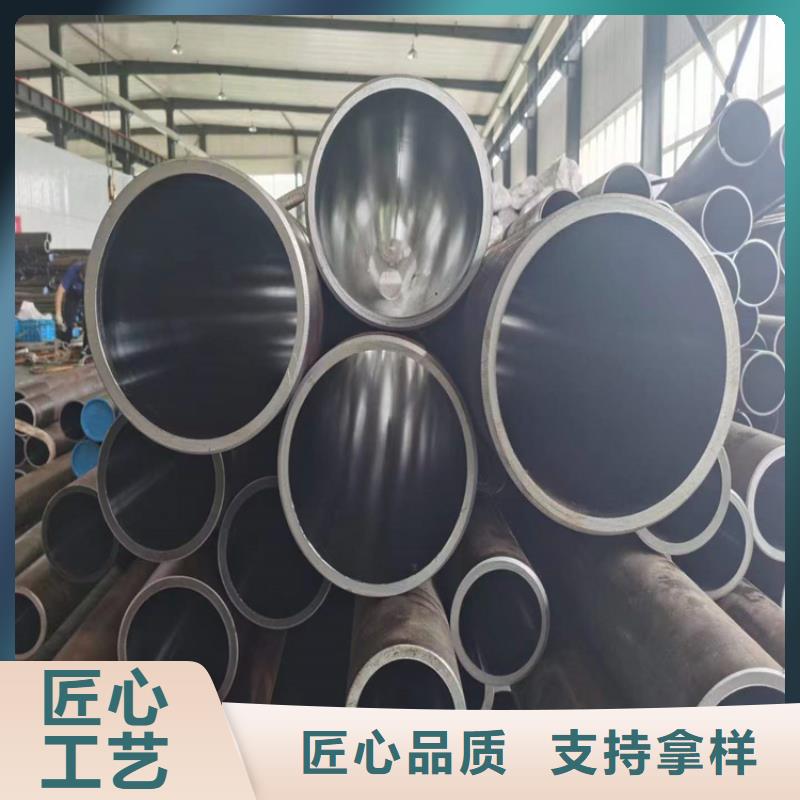
厚壁油缸管滾壓與絎磨那種工藝精密度高 絎磨管厚壁油缸管其內(nèi)孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;油缸管要承受很大的液壓力,因此,應(yīng)有足夠的強(qiáng)度和剛度。厚壁油缸管珩磨頭伸進(jìn)孔內(nèi)然后由機(jī)器帶動旋轉(zhuǎn)往復(fù)并漲出磨條進(jìn)行切削加工.機(jī)器是專用的珩磨機(jī).有立式和臥式之分.立式較適于大批量的較短件連續(xù)生產(chǎn)如氣缸套類.臥式的較適合較長件的生產(chǎn).如果是加工鑄鐵類的生產(chǎn)效率轉(zhuǎn)內(nèi)圓磨的方式高幾倍.但鋼件珩磨效率比鑄鐵等要差點(diǎn)不過比起內(nèi)圓磨的方式還是要快很多.精度方面不是什么問題比起內(nèi)圓磨有過之而無不及.
