球墨鑄鐵管角鋼多種工藝
更新時間: 2025-02-15 13:19:39 瀏覽次數:1
觀看我們的產品視頻,就像打開了一扇通往球墨鑄鐵管角鋼多種工藝產品世界的窗戶。您將看到產品的每一個細節,感受到它的每一處獨特之處。視頻將為您呈現一個真實、立體的產品形象,讓您對它有更深入的了解和認識。
以下是:球墨鑄鐵管角鋼多種工藝的圖文介紹

我公司是產品質量好,價格低,在同行業中深受用戶的好評,是知名的生產鑄鐵管廠家,下面為您介紹一下鑄鐵管的分類大全:按其制造方法可分為:砂型離心承插直管,連續鑄鐵直管及砂型鐵管,按其所用的材質不同可分為:灰口鐵管。
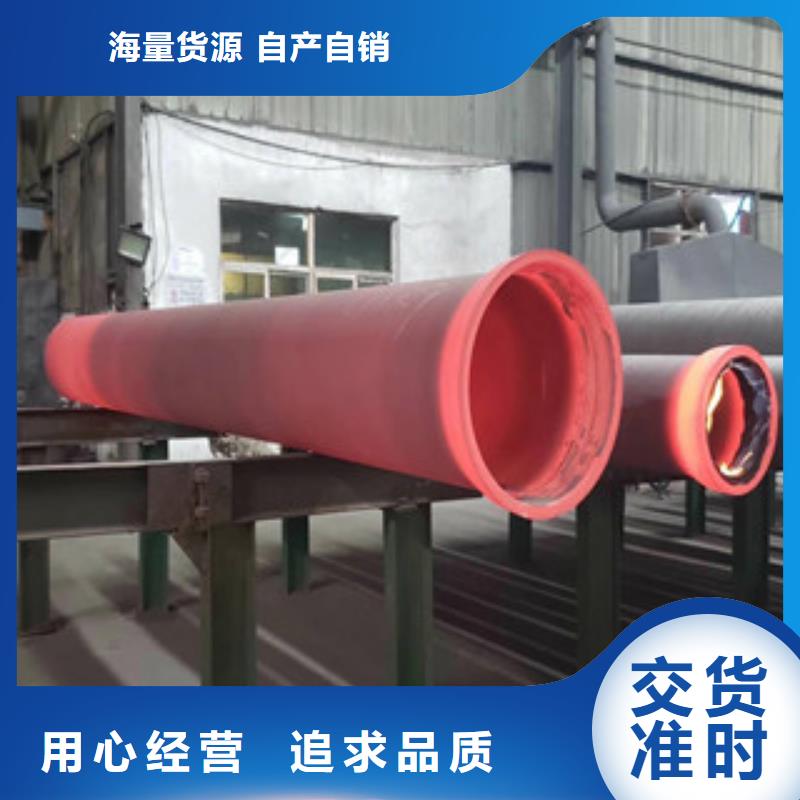
是球墨鑄鐵生產的一個重要環節,球墨鑄鐵管(DuctileCastIronPipes)是以鎂或稀土鎂結合金球化劑在澆注前加入鐵水中,使石墨球化,應力集中降低,使管材具有鉄的本質,鋼的性能,強度大,延伸率高。
究鑄管出現滲漏的原因,并加以有效控制和解決,成為我公司攻關的一個課題。以2005年2月~3月的數據為統計值,兩個月共對10276支球墨鑄鐵管進行了水壓試驗,其中一次合格8372支,合格率81.47%,不合格1904支;水壓不合格情況如下表。近年來,我國離心球墨鑄管進入了一個高速發展的階段。2002年,張店鋼鐵總廠引進離心球墨鑄鐵管生產。由于對工藝生疏,所生產的鑄管在水壓試驗時發生水柱噴出或局部滲漏,合格率低;合格率波動大,不同時期不同生產班組的合格率差距大。由上表可知鑄管的承口及中部是水壓試驗不合格的主要部位。要解決滲漏缺陷,須找出主要影響因素。1.1工藝因素(1)孕育劑過粗、用量過大,二次孕育時間過早,孕育劑未熔化,在承口處易形成夾雜;(2)鐵水供應不連續,澆注溫度偏低,球化后產生的渣很難扒出;(3)澆注參數調配不合適,承口部位形成冷隔,導致滲漏;(4)管模承口部位有裂紋,易使管子產生氣孔,導致滲漏。1.2人為因素(1)操作者不能盡心盡責,違背工藝操作,具體表現為扇形包的扒渣、擋渣不,落槽和流槽的清理不干凈,澆注時隨著鐵水流出。
小舅子過來跟我借錢買車,我問他借多少?
“車落地多少錢,他說借15萬,車落地12萬!”
“你說反了吧?”
“沒有啊!就是借15萬,車12萬,我得多借3萬加油啊!”
我。。。


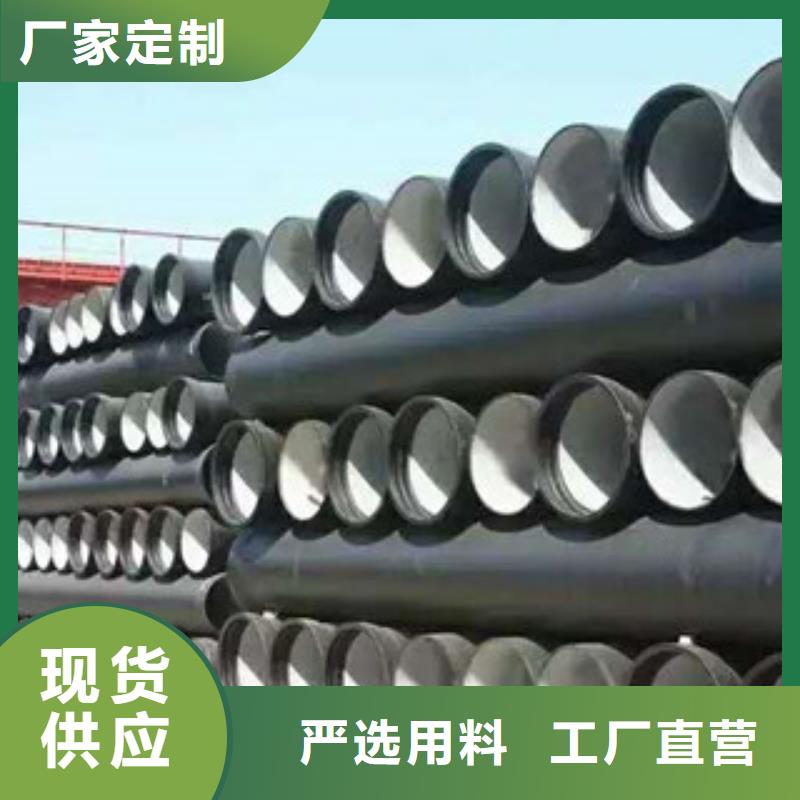
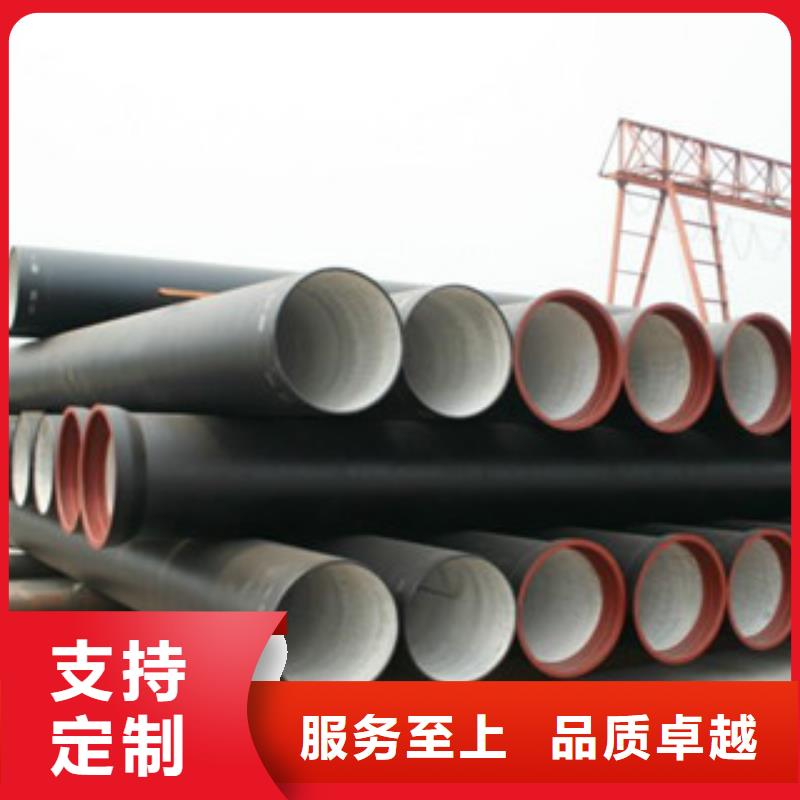
給水球墨鑄鐵管是用于供水的專用管道。選用的主要控制參數為公稱通徑、工作壓力、連接方式等。他具備生鐵管和鋼管材質的優點,避免了鐵和鋼的缺點。特點:輕度高、壁薄、耐壓、耐沖擊、耐腐蝕、耐抗震等性能。管道接口采用柔性接口,而且還有一定的延伸率及偏轉角。他具備生鐵管和鋼管材質的優點,避免了鐵和鋼的缺點施工工藝離心澆鑄離心澆鑄采用水冷金屬型離心機進行澆鑄,高溫鐵水被連續澆進高速旋轉的管模中,并通過水冷卻使鐵水凝固形成球墨鑄鐵管。澆鑄好的球墨鑄鐵管立刻進行鑄造成缺陷表面檢查及稱重,確保每根管子的質量。退火處理球墨鑄鐵管澆鑄好的鑄鐵管隨后進入退火爐性能檢測退火后的球墨鑄鐵管立刻進行壓痕檢驗、外觀檢驗、壓扁試驗、拉伸試驗、硬度試驗、金相試驗等,不符合要求的管子予以報廢,不得進入下道工序。



南恩物資有限公司一家以開發、生產,設計等多種類型的 云南紅河不銹鋼管的大型企業,位于九龍坡區恒勝鋼材市場,庫存充足,公司實現流程式操作和制度化。高素質的專業職工、雄厚的資金和技術支持,更是為實現產品的卓著品質提供了有力確保。
我公司的產品常年暢銷全球名地,同時也是多家知名企業的一級 云南紅河不銹鋼管供應商,我司憑著多年的生產經驗,以專業的水平,專注生產,專心做事為宗旨,通過技術的創新,改革,引領行業向前發展!

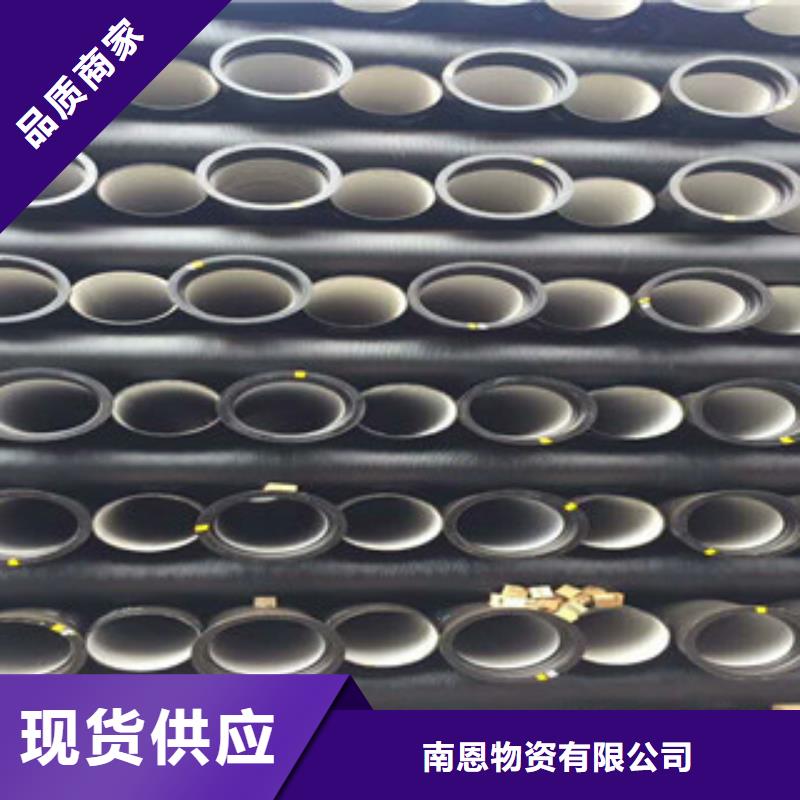
精整噴鋅利用高壓電噴機進行噴鋅處理。修磨:合格的球墨鑄鐵管被送到三磨崗位進行外表的檢驗,并對每根管子的承、插口、內進行打磨和清理。水壓試驗修正后的管子進行水壓試驗,比ISO2531國際標準和歐洲標準高出10kg/cm2 ,確保子管子所能承受的內壓。水泥內襯由雙工位水泥襯層機進行管子內壁的水泥離心涂襯,所使用的水泥砂漿都經過嚴格的質量檢驗和配比控制,整個涂襯過程由電腦控制,保證了水泥襯層的質量。襯過水泥的管子按要求進行養生。瀝青噴涂養生好的管子先進行外表加熱,然后由雙工位自動噴涂機進行瀝青噴涂,以增加管子的防腐能力。終檢、包裝入庫對噴過瀝青的管子進行終檢驗,完全合格的管子才能噴標志,然后按要求打包、入庫。