




紅河大口徑彎管廠家直售
 航蕭管件
加熱爐環形彎管生產制造加工工藝。 伴隨著加熱爐商品自動化技術生產技術的發展趨勢,及其對生產率的規定,絕大多數超低溫一部分環形管產品的生產制造,將由相對性自動化技術程度高的環形管生產流水線來進行,這對其配置的彎管機器設備明確提出高些的規定.基本生產流水線彎管機一般只具有R/D=1.3~1.5彎管的冷彎彎的制,針對R/D更小的小R彎管一般在環形管直段一部分加工工藝焊縫,選用預彎、擠壓成型、鑄軋的方法生產制造小R彎管,再將小R彎管與環形管拼湊的生產制造加工工藝,因而該傳統式生產制造加工工藝成本增加、率低。
加熱爐環形彎管生產制造加工工藝
一、我企業引入了一套大中型環形管生產流水線,將彎管機冷拔彎管工作能力至R/D=1,另外具有雙重雙R卷制的作用,自動化技術水平。為對該環形管生產流水線中關鍵構成機器設備彎管機開展試彎調節,及對該生產流水線將要擔負的初次生產制造每日任務的可行性分析開展論述,因而需開展有關的工藝性能實驗。
二、應用領域及標準
水管直徑:Φ32-63mm
水管壁厚:3-11mm
彎曲半徑:32-22b250m
少彎曲半徑:1D(彎折標準:壁厚/管經>10%)
彎折精密度:±0.1°
彎折速率:0-3r.p.m
彎折視角:0-190°
三、關鍵構成部分
機械結構:機器設備床體、彎折懸臂、頂鐓組織、夾持模、靠模等
電氣設備自動控制系統:彎管主要參數的操縱、調整和顯示設備、故障檢測和報警設備、自動開關和調整旋紐等
液壓機自動控制系統:液壓系統、液壓機比例閥、輸油管等
航蕭管件
加熱爐環形彎管生產制造加工工藝。 伴隨著加熱爐商品自動化技術生產技術的發展趨勢,及其對生產率的規定,絕大多數超低溫一部分環形管產品的生產制造,將由相對性自動化技術程度高的環形管生產流水線來進行,這對其配置的彎管機器設備明確提出高些的規定.基本生產流水線彎管機一般只具有R/D=1.3~1.5彎管的冷彎彎的制,針對R/D更小的小R彎管一般在環形管直段一部分加工工藝焊縫,選用預彎、擠壓成型、鑄軋的方法生產制造小R彎管,再將小R彎管與環形管拼湊的生產制造加工工藝,因而該傳統式生產制造加工工藝成本增加、率低。
加熱爐環形彎管生產制造加工工藝
一、我企業引入了一套大中型環形管生產流水線,將彎管機冷拔彎管工作能力至R/D=1,另外具有雙重雙R卷制的作用,自動化技術水平。為對該環形管生產流水線中關鍵構成機器設備彎管機開展試彎調節,及對該生產流水線將要擔負的初次生產制造每日任務的可行性分析開展論述,因而需開展有關的工藝性能實驗。
二、應用領域及標準
水管直徑:Φ32-63mm
水管壁厚:3-11mm
彎曲半徑:32-22b250m
少彎曲半徑:1D(彎折標準:壁厚/管經>10%)
彎折精密度:±0.1°
彎折速率:0-3r.p.m
彎折視角:0-190°
三、關鍵構成部分
機械結構:機器設備床體、彎折懸臂、頂鐓組織、夾持模、靠模等
電氣設備自動控制系統:彎管主要參數的操縱、調整和顯示設備、故障檢測和報警設備、自動開關和調整旋紐等
液壓機自動控制系統:液壓系統、液壓機比例閥、輸油管等
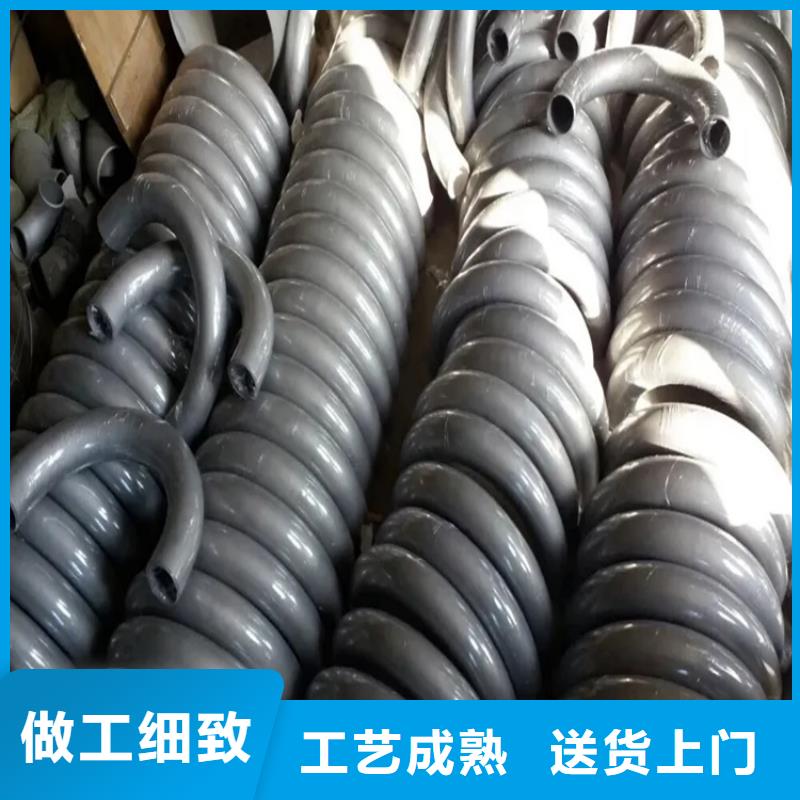
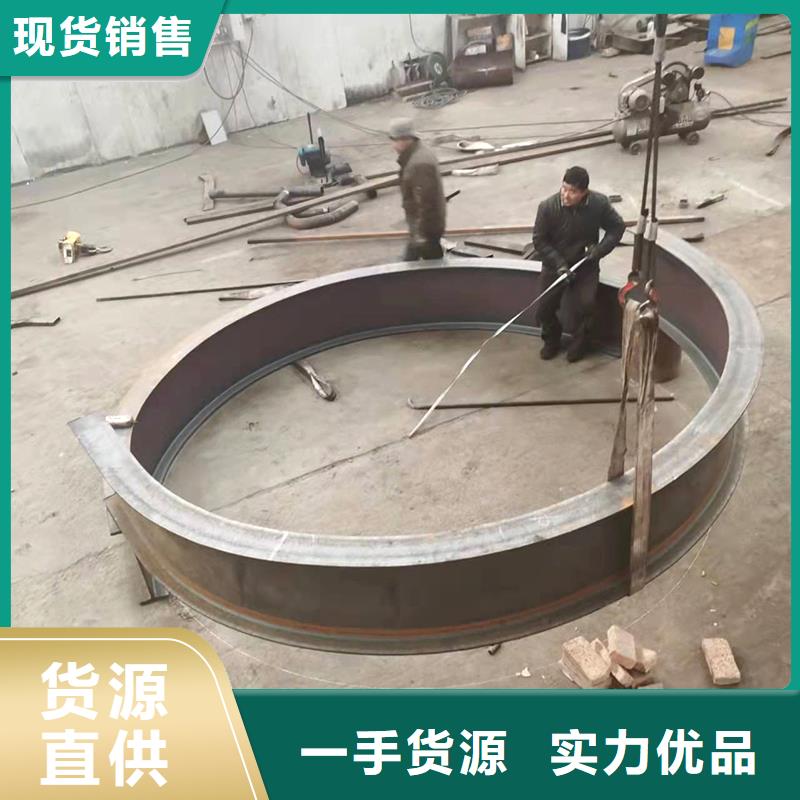
 本公司擁有中頻彎管生產線10條、冷彎生產線10條,可生產各種材質的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產。為方便一站式服務。
本公司擁有中頻彎管生產線10條、冷彎生產線10條,可生產各種材質的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產。為方便一站式服務。
 加熱爐環形彎管生產制造加工工藝。 伴隨著加熱爐商品自動化技術生產技術的發展趨勢,及其對生產率的規定,絕大多數超低溫一部分環形管產品的生產制造,將由相對性自動化技術程度高的環形管生產流水線來進行,這對其配置的彎管機器設備明確提出高些的規定.基本生產流水線彎管機一般只具有R/D=1.3~1.5彎管的冷彎彎的制,針對R/D更小的小R彎管一般在環形管直段一部分加工工藝焊縫,選用預彎、擠壓成型、鑄軋的方法生產制造小R彎管,再將小R彎管與環形管拼湊的生產制造加工工藝,因而該傳統式生產制造加工工藝成本增加、率低。
加熱爐環形彎管生產制造加工工藝
一、我企業引入了一套大中型環形管生產流水線,將彎管機冷拔彎管工作能力至R/D=1,另外具有雙重雙R卷制的作用,自動化技術水平。為對該環形管生產流水線中關鍵構成機器設備彎管機開展試彎調節,及對該生產流水線將要擔負的初次生產制造每日任務的可行性分析開展論述,因而需開展有關的工藝性能實驗。
二、應用領域及標準
水管直徑:Φ32-63mm
水管壁厚:3-11mm
彎曲半徑:32-22b250m
少彎曲半徑:1D(彎折標準:壁厚/管經>10%)
彎折精密度:±0.1°
彎折速率:0-3r.p.m
彎折視角:0-190°
三、關鍵構成部分
機械結構:機器設備床體、彎折懸臂、頂鐓組織、夾持模、靠模等
電氣設備自動控制系統:彎管主要參數的操縱、調整和顯示設備、故障檢測和報警設備、自動開關和調整旋紐等
液壓機自動控制系統:液壓系統、液壓機比例閥、輸油管等
加熱爐環形彎管生產制造加工工藝。 伴隨著加熱爐商品自動化技術生產技術的發展趨勢,及其對生產率的規定,絕大多數超低溫一部分環形管產品的生產制造,將由相對性自動化技術程度高的環形管生產流水線來進行,這對其配置的彎管機器設備明確提出高些的規定.基本生產流水線彎管機一般只具有R/D=1.3~1.5彎管的冷彎彎的制,針對R/D更小的小R彎管一般在環形管直段一部分加工工藝焊縫,選用預彎、擠壓成型、鑄軋的方法生產制造小R彎管,再將小R彎管與環形管拼湊的生產制造加工工藝,因而該傳統式生產制造加工工藝成本增加、率低。
加熱爐環形彎管生產制造加工工藝
一、我企業引入了一套大中型環形管生產流水線,將彎管機冷拔彎管工作能力至R/D=1,另外具有雙重雙R卷制的作用,自動化技術水平。為對該環形管生產流水線中關鍵構成機器設備彎管機開展試彎調節,及對該生產流水線將要擔負的初次生產制造每日任務的可行性分析開展論述,因而需開展有關的工藝性能實驗。
二、應用領域及標準
水管直徑:Φ32-63mm
水管壁厚:3-11mm
彎曲半徑:32-22b250m
少彎曲半徑:1D(彎折標準:壁厚/管經>10%)
彎折精密度:±0.1°
彎折速率:0-3r.p.m
彎折視角:0-190°
三、關鍵構成部分
機械結構:機器設備床體、彎折懸臂、頂鐓組織、夾持模、靠模等
電氣設備自動控制系統:彎管主要參數的操縱、調整和顯示設備、故障檢測和報警設備、自動開關和調整旋紐等
液壓機自動控制系統:液壓系統、液壓機比例閥、輸油管等

 全自動彎管機的質量是怎么判斷的?
全自動彎管機和數控彎管機是彎管機的兩大類型,用途十分廣泛,而許多消費者在選購全自動化彎管機時并不知道該如何辨別好壞,可從以下幾方面著手:
1、模架硬度和模架硬度也是設備能否正常使用、操作方便、價格的關鍵。在模具硬度低于洛氏HRC60,模具硬度低于洛氏HRC50的情況下,膠管扣緊質量將受到影響。
2、測量設備的主要參數:讓設備處于空轉狀態,用手觸摸各模塊座塊,手感不應發生抖動,否則視為不合格產品。
3、將設備裝上模具,扣一次試樣接頭,用卡尺或千分尺測一次扣壓接頭,圓度和錐度都要扣制在0.1mm以內,才算合格。
4、是對設備模塊的八瓣均分度和模具平整度進行檢查。比較好的設備將對這兩個參數進行特殊的控制調整,而一些劣質的設備將無法控制以上兩個參數。
那以上就是判斷全自動彎管機的質量的一些方法了哦,大家可以了解一下,有什么疑問和需要,可以直接聯系我們,或者直接在網站上留下您的需求和聯系方式,我們會及時與您聯系的!
全自動彎管機的質量是怎么判斷的?
全自動彎管機和數控彎管機是彎管機的兩大類型,用途十分廣泛,而許多消費者在選購全自動化彎管機時并不知道該如何辨別好壞,可從以下幾方面著手:
1、模架硬度和模架硬度也是設備能否正常使用、操作方便、價格的關鍵。在模具硬度低于洛氏HRC60,模具硬度低于洛氏HRC50的情況下,膠管扣緊質量將受到影響。
2、測量設備的主要參數:讓設備處于空轉狀態,用手觸摸各模塊座塊,手感不應發生抖動,否則視為不合格產品。
3、將設備裝上模具,扣一次試樣接頭,用卡尺或千分尺測一次扣壓接頭,圓度和錐度都要扣制在0.1mm以內,才算合格。
4、是對設備模塊的八瓣均分度和模具平整度進行檢查。比較好的設備將對這兩個參數進行特殊的控制調整,而一些劣質的設備將無法控制以上兩個參數。
那以上就是判斷全自動彎管機的質量的一些方法了哦,大家可以了解一下,有什么疑問和需要,可以直接聯系我們,或者直接在網站上留下您的需求和聯系方式,我們會及時與您聯系的!
