



<大理>云海旭金屬材料有限公司
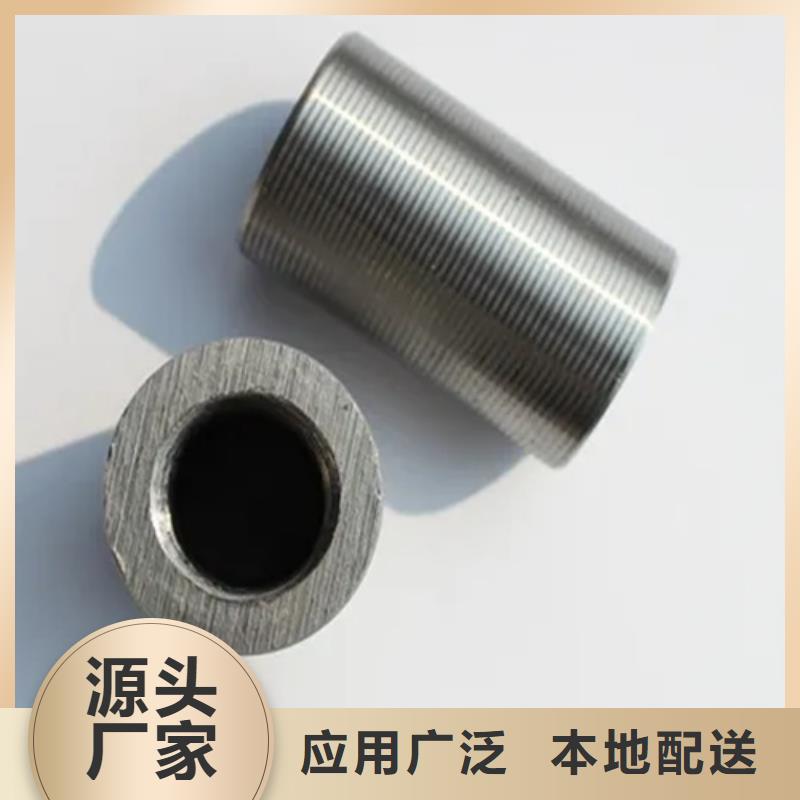
近十年來,我國在鋼筋套筒的機械連接技術方面取得了很大發展,其中擠壓連接做為一種新型機械式鋼筋連接措施,與傳統的搭接和焊接相比具有接頭性能可靠、質量穩定、不受氣候及焊工技術水平的影響、連接速度快、、無明火、不需大功率電源、可焊與不可焊鋼筋均能可靠連接等優點。通過在各類高層建筑、大跨結構、橋梁、水工結構、電視塔、核電站等多項重大工程中應用,套筒擠壓連接受到了普遍好評。我國的錐螺紋連接技術和國外相比還存在一定差距,突出的一個問題就是螺距單一,從直徑16~40mm鋼筋采用螺距都為2.5mm,而2.5mm螺距適合于直徑22mm鋼筋的連接。雖然在一些方面還存在著差距,隨著中國套筒生產技術的不斷成熟,會把這些差距小化的。



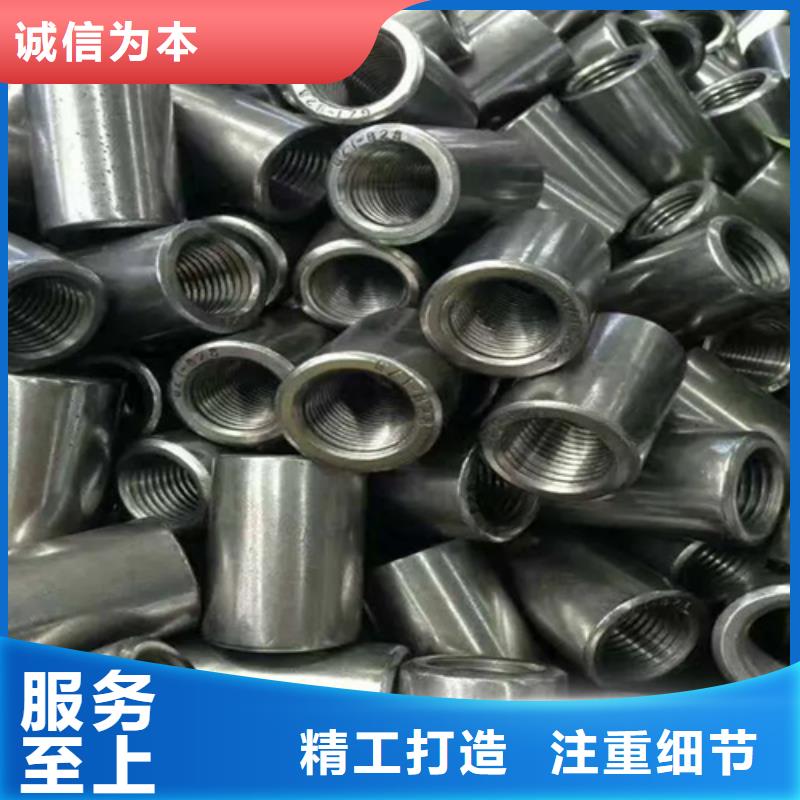
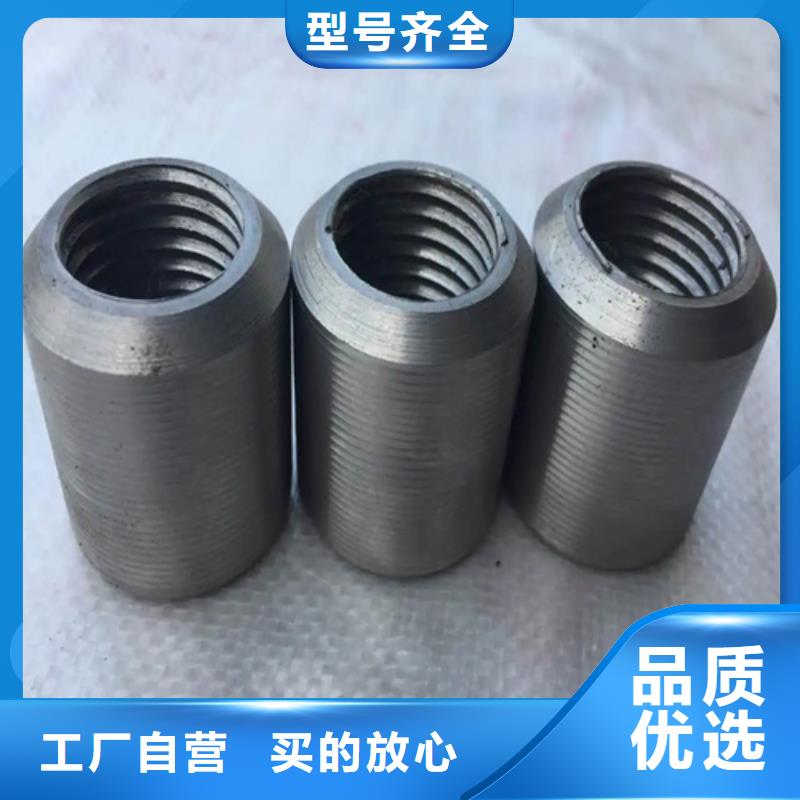
鋼筋套筒接頭加工的技術是需要十分慎重的進程需要的,我們可以經過比較其他加工技術而言,鋼筋接頭的技術進程是十分慎重的。1、鋼筋端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣選用砂輪切割機或其他專用堵截設備,制止氣割。2、剝肋滾壓螺紋:運用鋼筋剝肋滾壓直螺紋機將待聯接鋼筋的端頭加工成螺紋。3、絲頭質量查驗:操作者對加工的絲頭進行的質量查驗。4、帶帽保護:用專用的鋼筋絲頭保護帽或聯接套筒將鋼筋絲頭進行保護,防止螺紋被磕碰或被污物污染。5、絲頭質量抽檢:對自檢合格的絲頭進行的抽樣查驗。6、存放待用:按規格型號及類型進行分類堆積。


