


以下是精密鋼管自營品質(zhì)有保障的現(xiàn)場實(shí)拍視頻,讓您更好地了解產(chǎn)品的優(yōu)點(diǎn)和特點(diǎn)不容錯過。
以下是:精密鋼管自營品質(zhì)有保障的圖文介紹
有保障")
亞廣金屬有限公司是集研發(fā)、生產(chǎn)、銷售、服務(wù)為一體的企業(yè),擁有先進(jìn)的 云南大理精密鋼管技術(shù)優(yōu)勢、員工隊伍以及完善的售后服務(wù)體系。公司生產(chǎn)的 云南大理精密鋼管遍布全國各地,以其品質(zhì)贏得廣大客戶的信賴和好評。 在新的形勢下,亞廣金屬有限公司始終秉承“質(zhì)量、用戶、信譽(yù)”的經(jīng)營宗旨,堅持“科技興廠、以人為本”的戰(zhàn)略方針,在注重實(shí)踐與探索的同時,不斷追求 云南大理精密鋼管產(chǎn)品創(chuàng)新、服務(wù)創(chuàng)新,致力于為海內(nèi)外客戶提供的產(chǎn)品和的服務(wù)。
有保障")
有保障")
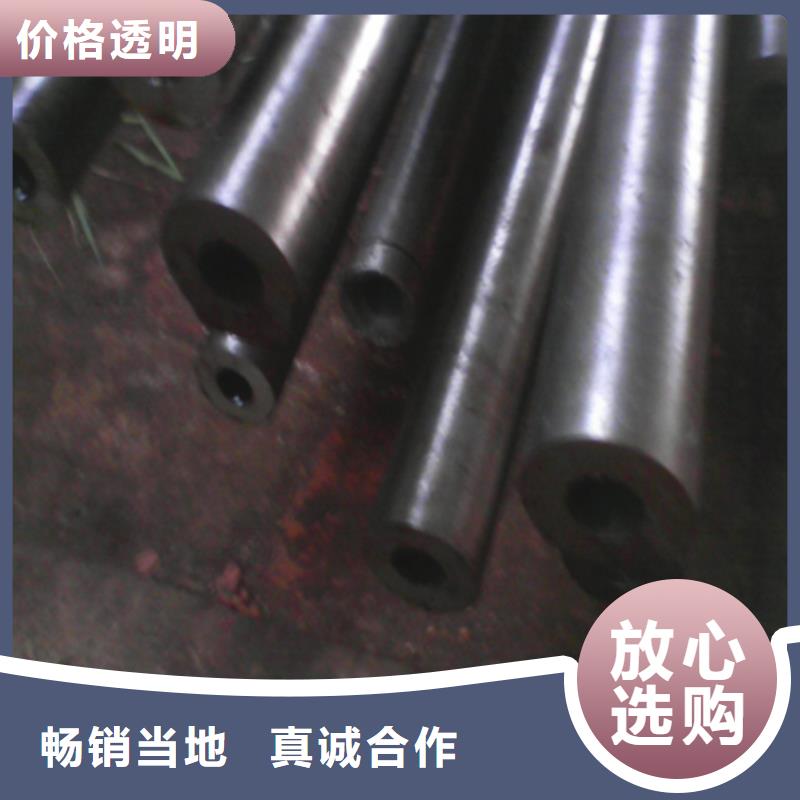
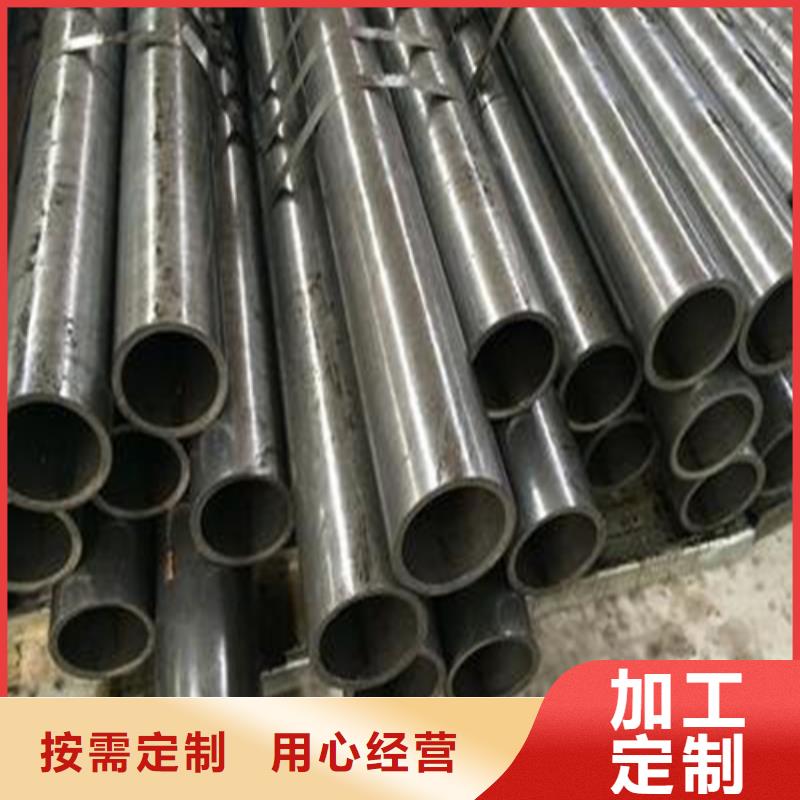
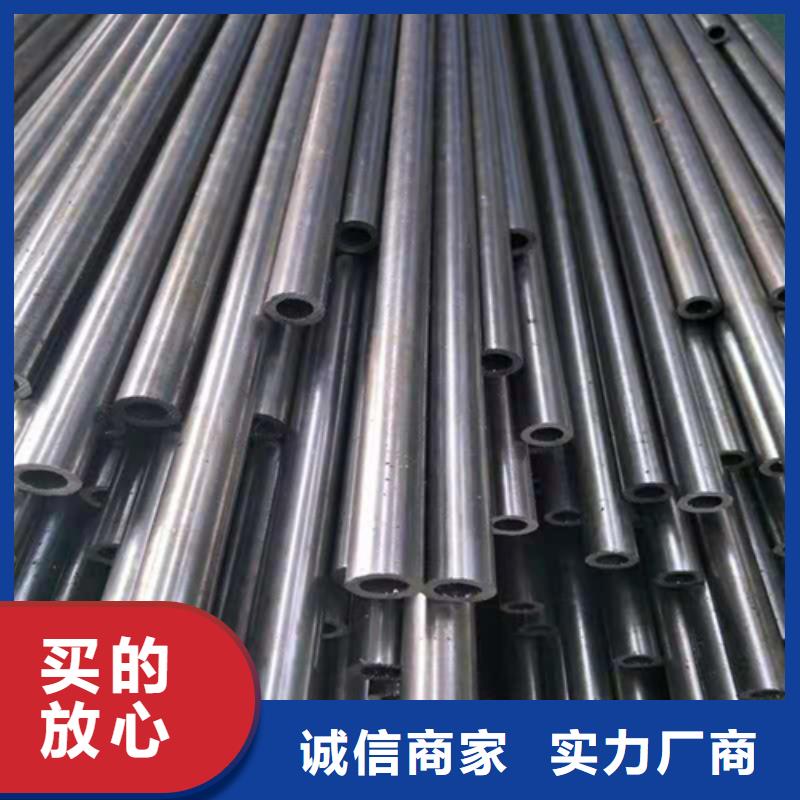
云南大理精密鋼管在使用領(lǐng)域的優(yōu)勢之處 面對云南大理精密鋼管使用管道,任何部分的標(biāo)準(zhǔn),都有非常嚴(yán)格的要求。雖然云南大理精密鋼管,同樣也是無法,管道每個方面的尺寸,都完全符合這個標(biāo)準(zhǔn)。但是云南大理精密鋼管,卻是可以將誤差,控制在一個,非常小的范圍以內(nèi)。在一般情況下,這個誤差都不會,超過兩個標(biāo)準(zhǔn)的單位,這對于大多數(shù)行業(yè)來說,就已經(jīng)足夠了。現(xiàn)一般精密度:兩輥精軋機(jī)組可保證精密度0.05mm;三輥精軋機(jī)組可保證精密度0.02-0.03mm,具體規(guī)格歡迎電詢。冷拔精密云南大理無縫鋼管是用于精密機(jī)械結(jié)構(gòu)、液壓設(shè)備或鋼筋套筒的尺寸精度高和表面光潔度好的一種云南大理無縫鋼管。 高精度冷拔云南大理精密鋼管是一種新型鋼管品種,其主要特點(diǎn)是高精密度。通常有二輥軋機(jī)和三輥軋機(jī)生產(chǎn)兩種生產(chǎn)工藝,三輥軋機(jī)生產(chǎn)冷軋云南大理無縫鋼管的精密度要高一些,可控制在幾絲之內(nèi),但價格相對要高一些。冷拔云南大理精密鋼管成品管尺寸精度高,內(nèi)外徑尺寸可至0.05mm以內(nèi) 2、冷拔云南大理精密鋼管內(nèi)外表面光潔度好 3、鋼管冷拔后內(nèi)外表面均無氧化膜 4、冷拔云南大理精密鋼管擴(kuò)口、壓扁無裂痕、冷彎不變形,能承受中高壓 5、冷拔云南大理精密鋼管性能更優(yōu)越。
有保障")
有保障")
有保障")
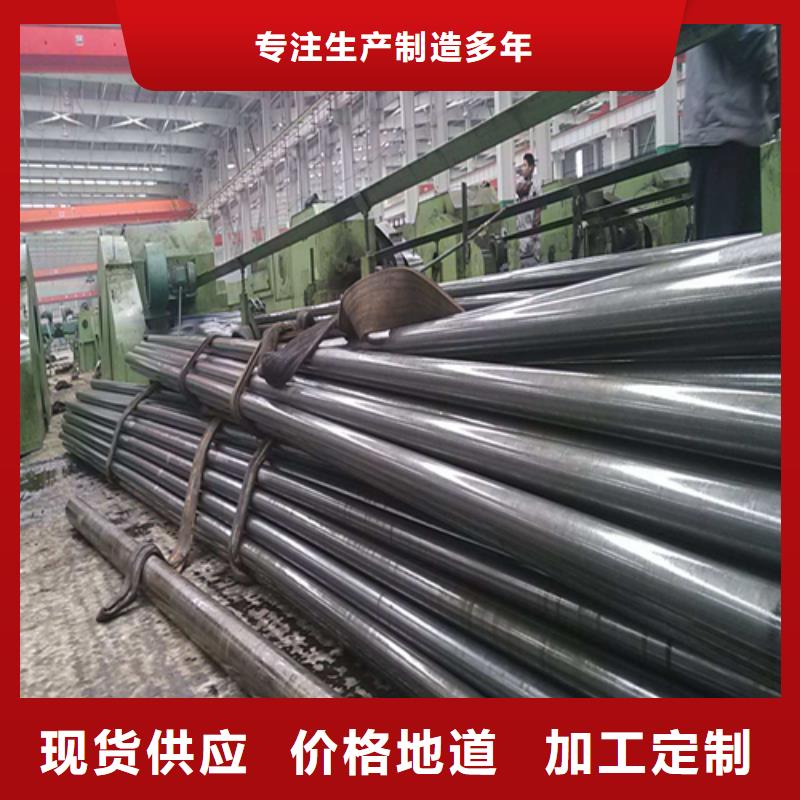
冷拔云南大理精密鋼管的特點(diǎn): 1.外徑更小。 2.精度高可做小批量生。 3.冷拔成品精度高,表面質(zhì)量好。 4.鋼管橫面積更復(fù)雜。 5.鋼管性能更優(yōu)越,金屬比較密。 3.冷拔成品精度高,表面質(zhì)量好。 4.鋼管橫面積更復(fù)雜。 5.鋼管性能更優(yōu)越,金屬比較密。 云南大理精密鋼管計算公式::[(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量) 生產(chǎn)流程: 云南大理精密鋼管的生產(chǎn)流程和普通的云南大理無縫管一樣,就是多了道 酸洗冷軋的程序。 云南大理精密鋼管工藝流程: 管坯——檢驗(yàn)——剝皮——檢驗(yàn)——加熱——穿孔——酸洗鈍化——修磨——潤滑風(fēng)干——冷軋——去油——切頭——檢驗(yàn)——標(biāo)識——成品包裝 六 云南大理精密鋼管切割倒角加工: 云南大理精密鋼管切割倒角加工注漿管安裝關(guān)鍵施工工藝流程:臺模加工、安裝——注漿管加工——彈簧鋼筋骨架、網(wǎng)片綁扎——注漿管及安裝預(yù)埋預(yù)留——側(cè)模安裝——工序驗(yàn)收——混凝土澆筑——混凝土養(yǎng)萬方數(shù)據(jù)厚為確保臺模的整度,鋼板接縫焊縫應(yīng)均勻。1.每塊臺模就位時將蒸汽探頭等敷設(shè)在臺模底部,安裝就位后調(diào)整靠模。
有保障")
有保障")
云南大理精密鋼管淬火熱處理的目的是提高硬度、耐磨性和強(qiáng)度等力學(xué)性能。 (1)淬火 云南大理精密鋼管淬火有表面淬火和整體淬火。其中表面淬火因?yàn)樽冃巍⒀趸懊撎驾^小而應(yīng)用較廣,而且表面淬火還具有外部強(qiáng)度高、耐磨性好,而內(nèi)部保持良好的韌性、抗沖擊力強(qiáng)的優(yōu)點(diǎn)。為提高表面淬火零件的機(jī)械性能,常需進(jìn)行調(diào)質(zhì)或正火等熱處理作為預(yù)備熱處理。其一般工藝路線為:下料--鍛造--正火(退火)--粗加工--調(diào)質(zhì)--半精加工--表面淬火--精加工。 (2)滲碳淬火 云南大理精密鋼管滲碳淬火適用于低碳鋼和低合金鋼,先提高零件表層的含碳量,經(jīng)淬火后使表層獲得高的硬度,而心部仍保持一定的強(qiáng)度和較高的韌性和塑性。滲碳分整體滲碳和局部滲碳。局部滲碳時對不滲碳部分要采取防滲措施(鍍銅或鍍防滲材料)。由于滲碳淬火變形大,且滲碳深度一般在0.5~2mm之間,所以滲碳工序一般安排在半精加工和精加工之間。 其工藝路線一般為:下料-鍛造-正火-粗、半精加工-滲碳淬火-精加工。 當(dāng)局部滲碳零件的不滲碳部分采用加大余量后,切除多余的滲碳層的工藝方案時,切除多余滲碳層的工序應(yīng)安排在滲碳后,淬火前進(jìn)行。 (3)滲氮處理 云南大理精密鋼管滲氮是使氮原子滲入金屬表面獲得一層含氮化合物的處理方法。滲氮層可以提高零件表面的硬度、耐磨性、疲勞強(qiáng)度和抗蝕性。由于滲氮處理溫度較低、變形小、且滲氮層較薄(一般不超過0.6~0.7mm),滲氮工序應(yīng)盡量靠后安排,為減小滲氮時的變形,在切削后一般需進(jìn)行應(yīng)力的高溫回火。
有保障")
點(diǎn)擊查看亞廣金屬有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
