


更新時間:2025-02-22 07:03:10 瀏覽次數:25 公司名稱:衡水 上沅工程技術有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 233 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家 | 上沅工程技術有限公司 |
| 規格 | 規格齊全 |
| 顏色 | 黑色 |
| 材質 | 橡膠制品 |
| 型號 | 型號齊全 |
| 品牌 | 上沅 |




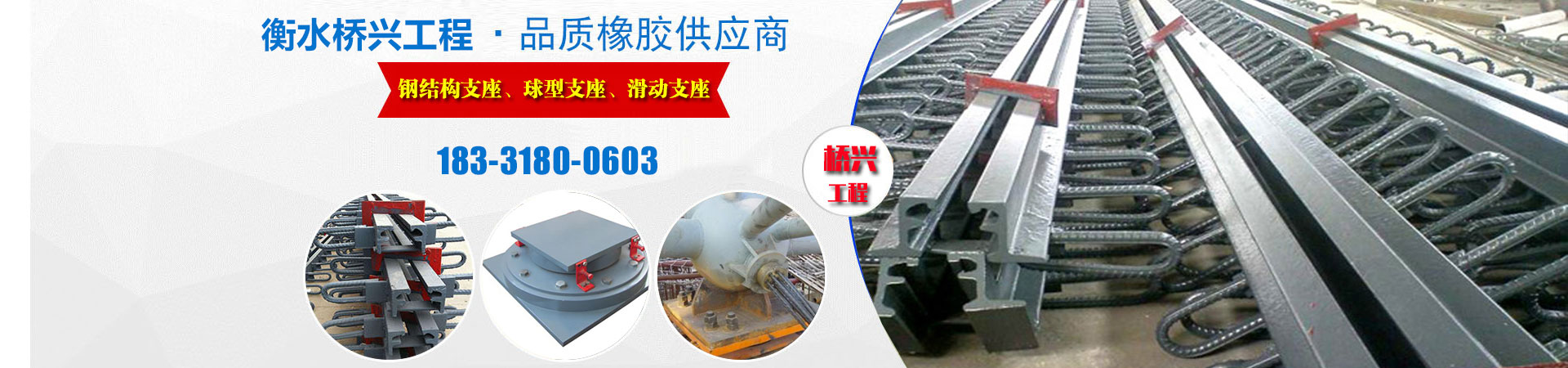
上沅工程技術有限公司以先進的生產設備,齊全的檢測手段,雄厚的技術力量,科學的管理方法,生產高質量的 云南大理橡膠支座產品。生產的各種系列 云南大理橡膠支座產品通過有關檢測機構的檢測。
公司由一批在 云南大理橡膠支座行業從業十幾年的工程師、技術人員、生產員工、質量檢測的技術隊伍組成,并有一支高素質、富含經驗的行業管理和銷售團隊。


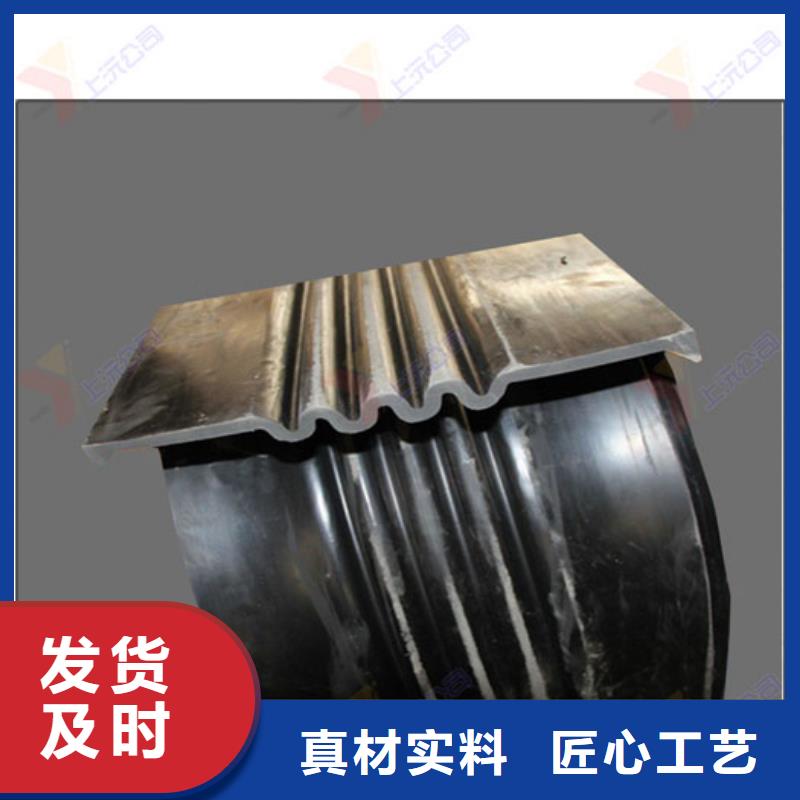
為了便于安裝可卸式止水帶,需提前安裝預埋螺栓,要提前將預埋螺栓固定在提前預埋好的加鋼板止水片的鋼板上,并澆筑預埋在混凝土內部,該部分混凝土要仔細振搗確保其密實度;變形縫的轉角部位應做成圓弧形或45°角,圓弧半徑應根據預埋螺栓的長度確定,以2個相鄰螺栓頭的距離不影響止水帶和止水帶夾板安裝為準;預埋螺栓時為了防止其被腐蝕應在螺栓上涂抹黃油或加PVC套管;止水帶的固定應根據現場螺栓實際位置采用皮帶沖打孔方法,在止水帶安裝過程中不能用力拉扯止水帶,止水帶與夾板間以及與預埋鋼板之間應填加石棉紙或軟金屬片襯墊以確保嚴密性。



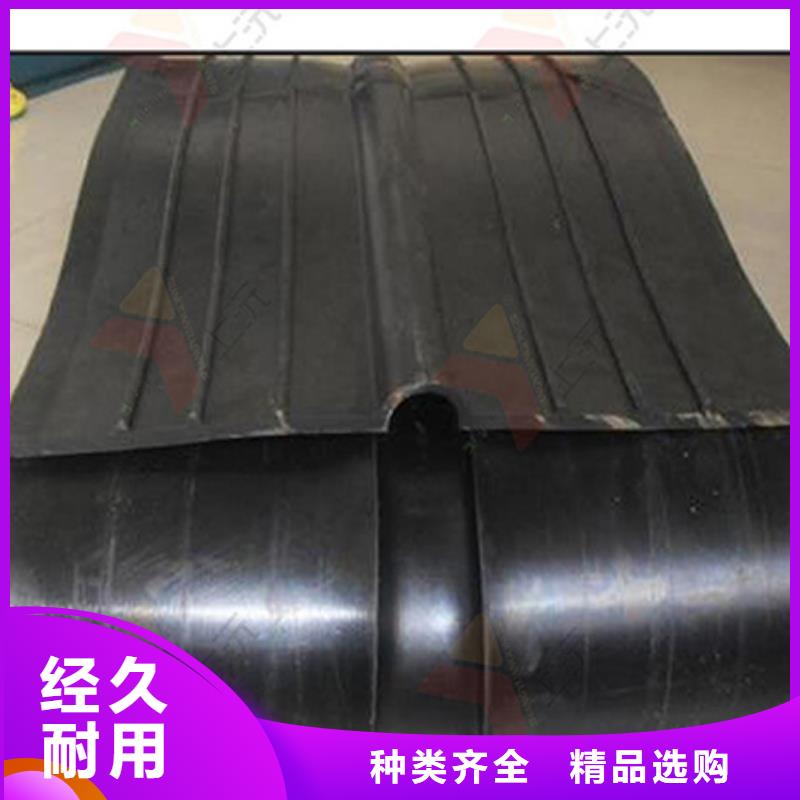
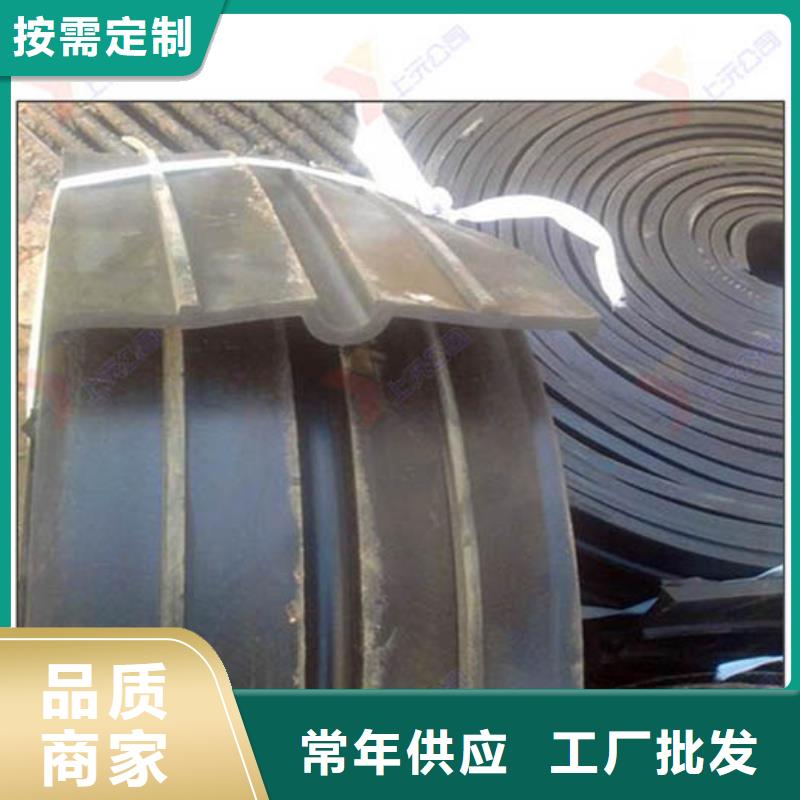
在已打磨光滑的鋼邊兩面涂刷橡膠與金屬粘結劑。在加工打磨鋼板橡膠止水帶連接端頭的同時預熱橡膠止水帶的熔接模具好,預熱時間按電熱絲的發熱功率約在30分鐘。目的是將模具溫度控制在140~150℃度之間。當溫度計顯示模具溫度已到140~150℃即可進行后續步驟。把需要熔接鋼邊橡膠止水帶兩端頭按步驟2搭接放入橡膠熔接模具底模的中間,連接處放滿生膠片。按模具的對中孔洞,輕輕放置熔接模具的頂模。在安放模具頂模的過程中要避免生膠片和熔接端頭的跑位,如果過程中鋼邊橡膠止水帶需熔接的兩端頭跑位,需重復此步驟,確保熔接兩端頭的正確位置。用千斤頂將安放好的頂模具加壓。此步驟注意的是: 次千斤頂加壓壓力不要過大大,加壓至模具頂模和底模之間距離在2cm左右。待熔接鋼邊橡膠止水帶的生膠片硫化一段時間,約5~10分鐘后再進行千斤頂的二次加壓。

