


聯(lián)系我們

- 低壓無(wú)縫鋼管廠家-價(jià)格合理
- 45號(hào)無(wú)縫鋼管專業(yè)供貨商
- 候車亭正規(guī)廠家
- 機(jī)械式手搖密集柜廠家優(yōu)選
- 集束管理信賴推薦
- 集束管生產(chǎn)線生產(chǎn)
- 宜賓水下封堵公司-2025全市潛水服務(wù)
- 抽風(fēng)機(jī)養(yǎng)殖場(chǎng)換氣扇發(fā)貨及時(shí)
- 電廠用鋼筋套筒廠家-為您服務(wù)
- 鋁合金落水管安裝視頻
- 不銹鋼吸煙亭10年經(jīng)驗(yàn)
- 鋁合金天溝規(guī)格齊全
- 雨水管【成品天溝】甄選好物
- 無(wú)縫鋼管_大口徑無(wú)縫方管貨源充足
- 方管鍍鋅鋼管批發(fā)貨源
新干夾心瓦價(jià)格合理
更新時(shí)間:2025-02-03 16:42:21 瀏覽次數(shù):4 公司名稱:南昌 角鋼槽鋼工字鋼無(wú)縫鋼管不銹鋼板贛達(dá)金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 批發(fā)/噸 |
| 發(fā)貨期限 | 當(dāng)天 |
| 供貨總量 | 1808 |
| 運(yùn)費(fèi)說(shuō)明 | 面談 |

格合理")
格合理")
格合理")
格合理")
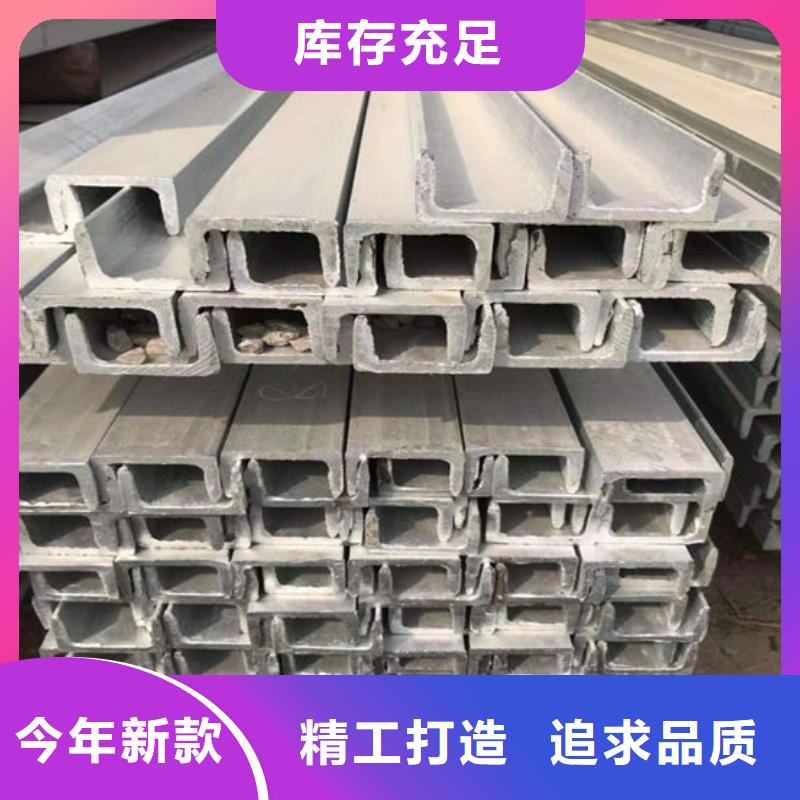
昭通角鋼的規(guī)格GB/T2101-2008(型鋼驗(yàn)收、包裝、標(biāo)志及質(zhì)量證明書的一般規(guī)定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(熱軋等邊/不等邊昭通角鋼尺寸、外形、重量及允許偏差);JISG3192-94(熱軋型鋼的形狀、尺寸、重量及其容許差);DIN17100-80(普通結(jié)構(gòu)鋼質(zhì)量標(biāo)準(zhǔn));ГОСТ535-88(普通碳素型鋼技術(shù)條件)。根據(jù)上述標(biāo)準(zhǔn)的規(guī)定,昭通角鋼鋼材應(yīng)成捆交貨、其捆扎道次、同捆長(zhǎng)度等應(yīng)符合規(guī)定。昭通角鋼一般屬裸裝交貨,運(yùn)輸和儲(chǔ)存均需要注意防潮。昭通角鋼材的表面質(zhì)量在標(biāo)準(zhǔn)中有規(guī)定,一般要求不得存在使用上有害的缺陷,如分層、結(jié)疤、裂縫等。昭通角鋼幾何形狀偏差的允許范圍在標(biāo)準(zhǔn)中也有規(guī)定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項(xiàng),并規(guī)定昭通角鋼不得有顯著的扭轉(zhuǎn)。格合理")
昭通圓鋼熱切加熱爐用途:1.用于鋼球鍛造生產(chǎn)中,針對(duì)直徑大于120mm鋼球而生產(chǎn)。昭通圓鋼加熱后熱剪切成合格的短棒料,利用棒料余熱鍛造鋼球。2.用于軸承套圈鍛造的生產(chǎn),昭通圓鋼加熱后連續(xù)下料,熱剪切成合適長(zhǎng)度的棒料,壓力機(jī)拍、平?jīng)_孔后,進(jìn)入碾環(huán)工序。3.一切二次加熱的工件都可以考慮昭通圓鋼熱切加熱爐。昭通圓鋼熱切加熱爐由以下四部分組成:1、自動(dòng)送料部分:儲(chǔ)料平臺(tái)、翻料機(jī)構(gòu)和輸送機(jī)構(gòu)組成2、中頻鋼材加熱爐加熱部分:由500Kw中頻加熱爐組成,頻率1500Hz,電容器組、感應(yīng)器支架、水路以及感應(yīng)器組成。其中感應(yīng)器用于加熱直徑50-60mm、65--75mm、80--90mm昭通圓鋼。3、下料沖床剪切設(shè)備:由下料沖床和下料組合模具組成4、控制部分:由測(cè)溫儀、PLC控制系統(tǒng)、變頻調(diào)速機(jī)構(gòu)以及電氣部分組成。格合理")
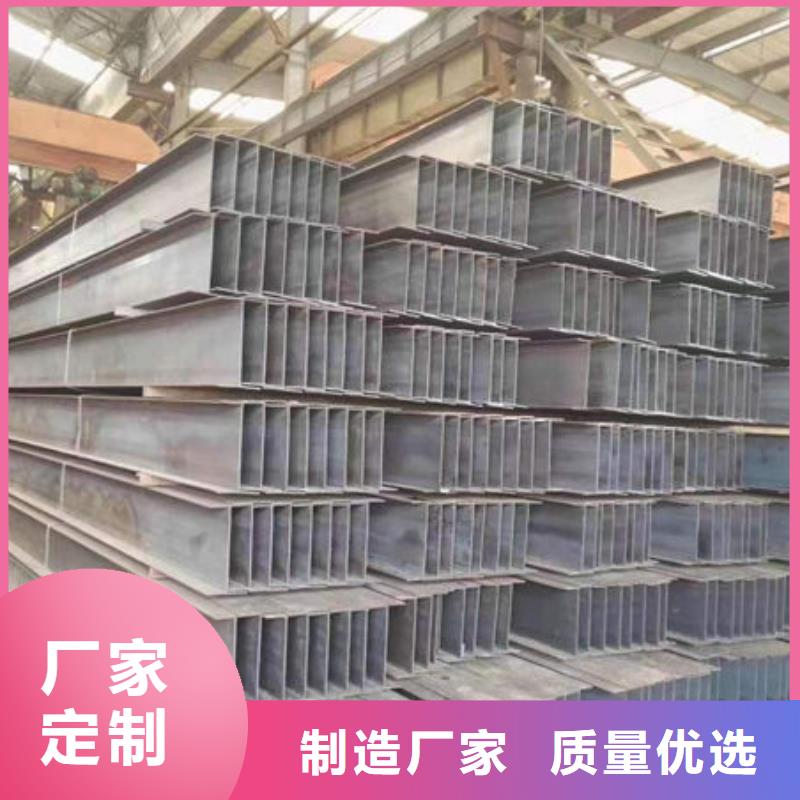
昭通Q355B方管是一種空心方形截面的輕型鋼管,也稱為冷彎型鋼。它是以Q355B熱軋或冷軋帶鋼或卷板為基材,經(jīng)冷彎成型,再經(jīng)高頻焊接而成的截面形狀和尺寸為方形的型鋼。熱軋?zhí)睾穹焦艹吮诤裨龊裢猓遣砍叽绾瓦吘壠街倍冗_(dá)到甚至超過(guò)電阻焊冷彎方管的水平。良好的綜合力學(xué)性能、焊接性、冷熱加工性和耐腐蝕性,以及良好的低溫韌性。昭通Q355B方管用于建筑、機(jī)械制造、鋼結(jié)構(gòu)等工程,造船、太陽(yáng)能發(fā)電支架、鋼材結(jié)構(gòu)工程、電力工程、電廠、農(nóng)業(yè)和化工機(jī)械、玻璃幕墻、汽車底盤、機(jī)場(chǎng)、鍋爐建造、高速公路欄桿、房屋建筑、壓力容器、儲(chǔ)油罐、橋梁、電站設(shè)備、起重運(yùn)輸機(jī)械及其他高載荷的焊接結(jié)構(gòu)件等。格合理")
昭通螺旋鋼管是怎么制作的1.涂油打標(biāo):在檢查合格的螺旋管進(jìn)行涂油操作以防腐蝕,并根據(jù)客戶的要求進(jìn)行打標(biāo)。2.矯平銑邊:使用壓砧機(jī)將原來(lái)卷曲的鋼板調(diào)平,再通過(guò)銑邊機(jī)對(duì)鋼板兩邊緣進(jìn)行雙面銑削,使之達(dá)到要求的板寬、板邊平行度和坡口形狀。3、剪切成型:將鋼 板沿外沿螺旋卷曲成管狀。4.對(duì)焊切割:采用雙面埋弧焊技術(shù)進(jìn)行預(yù)焊接,內(nèi)焊接,外焊接。將焊接成型的鋼管使用等離子尺切割成規(guī)范長(zhǎng)度。5.目視檢查:由專業(yè)技術(shù)人員對(duì)一些基本的參數(shù)進(jìn)行檢查。6.超聲波探傷:對(duì)內(nèi)外焊縫及焊縫兩側(cè)母材進(jìn)行的檢查。7.X射線探傷:對(duì)內(nèi)外焊縫進(jìn)行 的X射線工業(yè)電視檢查,采用圖象處理系統(tǒng)以保證探傷的靈敏度。8.打壓試驗(yàn):在水壓試驗(yàn)機(jī)上對(duì)昭通螺旋鋼管進(jìn)行逐根檢驗(yàn)以保證鋼材管達(dá)到標(biāo)準(zhǔn)要求的試驗(yàn)壓力。9.倒棱平頭:將檢驗(yàn)合格后的昭通螺旋鋼管進(jìn)行管端加工,達(dá)到要求的管端坡口尺寸。10.后檢查:昭通螺旋鋼管再次進(jìn)行超聲波和X射線探傷以及進(jìn)行管端磁粉檢驗(yàn)檢查是否存在焊接問(wèn)題及管端缺陷。格合理")