
碩鑫鋼管有限公司(昭通分公司)擁有一批高素質(zhì)的技術(shù)管理隊(duì)伍以及【20G無縫鋼管】完整的制造工藝,為客戶打造出,節(jié)能,穩(wěn)定,美觀,實(shí)用的【20G無縫鋼管】。高品質(zhì)(碩鑫鋼管有限公司(昭通分公司)家通過ISO9001質(zhì)量體系,完善的售后回訪制度,嚴(yán)格把關(guān)每一個(gè)細(xì)節(jié),做到每個(gè)【20G無縫鋼管】都在優(yōu)化改進(jìn))高技術(shù)(碩鑫鋼管有限公司(昭通分公司)堅(jiān)持每年拿銷售收入百分之十投入作為研發(fā)費(fèi)用,與行業(yè)領(lǐng)頭企業(yè)建立技術(shù)交流通道,不斷吸收消化國際先進(jìn)的【20G無縫鋼管】技術(shù))效率高(碩鑫鋼管有限公司(昭通分公司)擁有十余臺(tái)【20G無縫鋼管】精加工設(shè)備,還有十余名行業(yè)技術(shù)人員,保證用短時(shí)間為客戶做出質(zhì)量好的【20G無縫鋼管】產(chǎn)品)


熱軋與冷拔無縫鋼管精密度與硬度的區(qū)別
一.分類不同:熱軋無縫鋼管分一般鋼管,低、中壓鍋爐無縫鋼管,高壓鍋爐無縫鋼管、合金無縫鋼管、不銹無縫鋼管、石油裂化管、地質(zhì)鋼管和其它無縫鋼管等。
冷拔《軋》無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它無縫鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。
二、度不同: 熱軋無縫鋼管外徑一般大于 32mm,壁厚2.5-75mm,冷拔無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm,壁厚小于0.25mm,冷拔無縫鋼管比熱軋無縫鋼管尺寸精度高。 這也正是冷拔無縫鋼管比熱軋無縫鋼管價(jià)格高的原因之一。
三、硬度不同 :熱軋無縫鋼管的自由扭轉(zhuǎn)剛度比冷拔無縫鋼管高,所以熱軋鋼管的抗扭性能要優(yōu)于冷拔無縫鋼管。



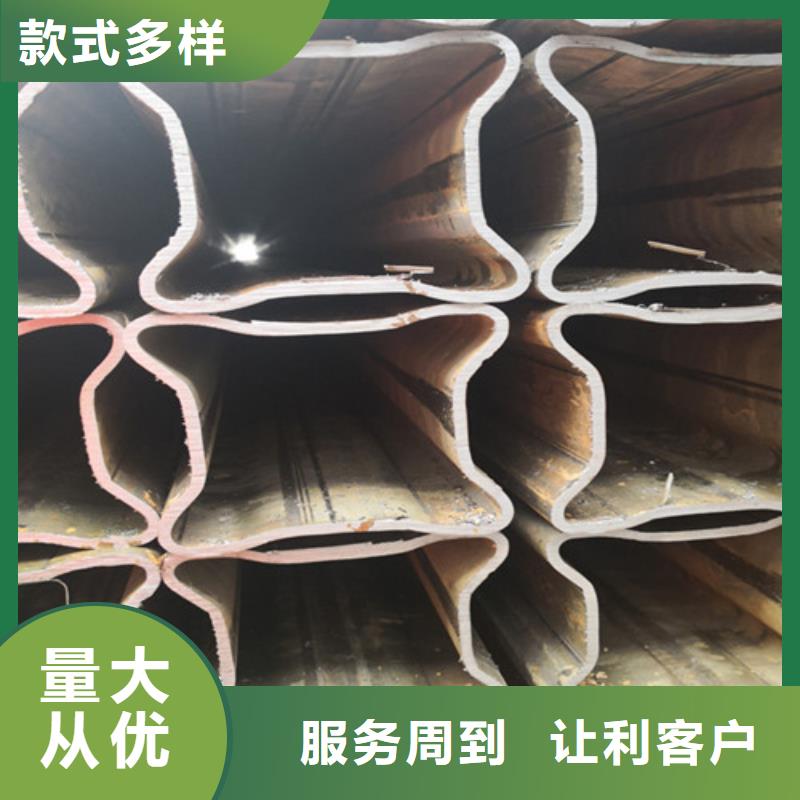
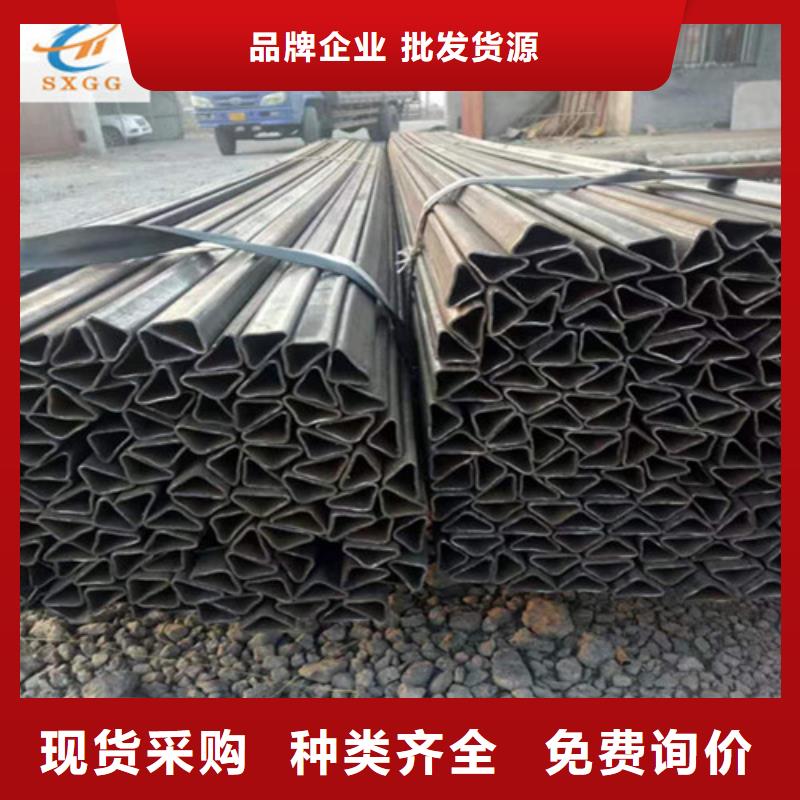
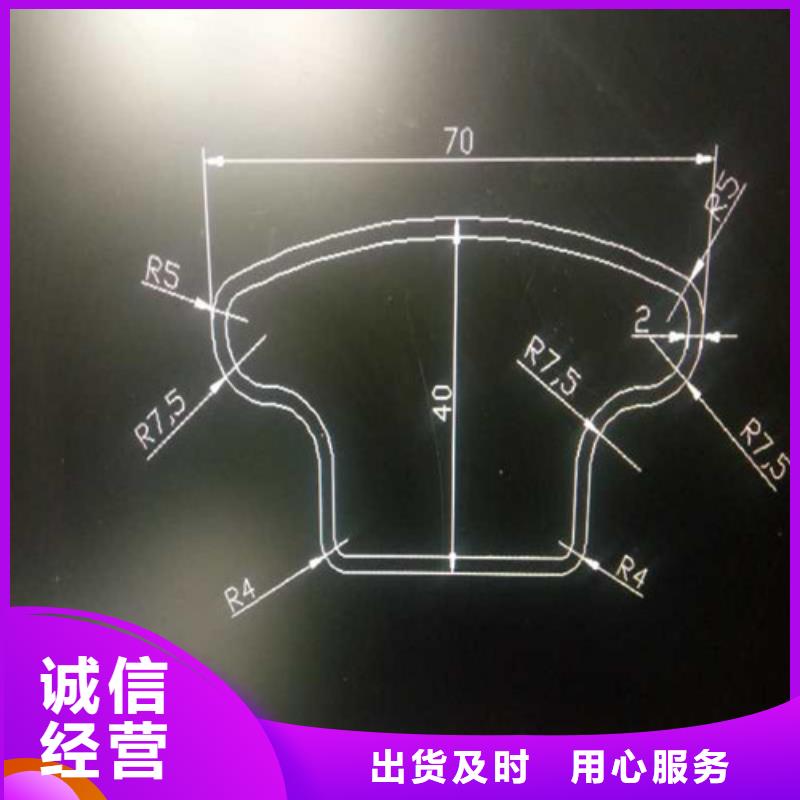
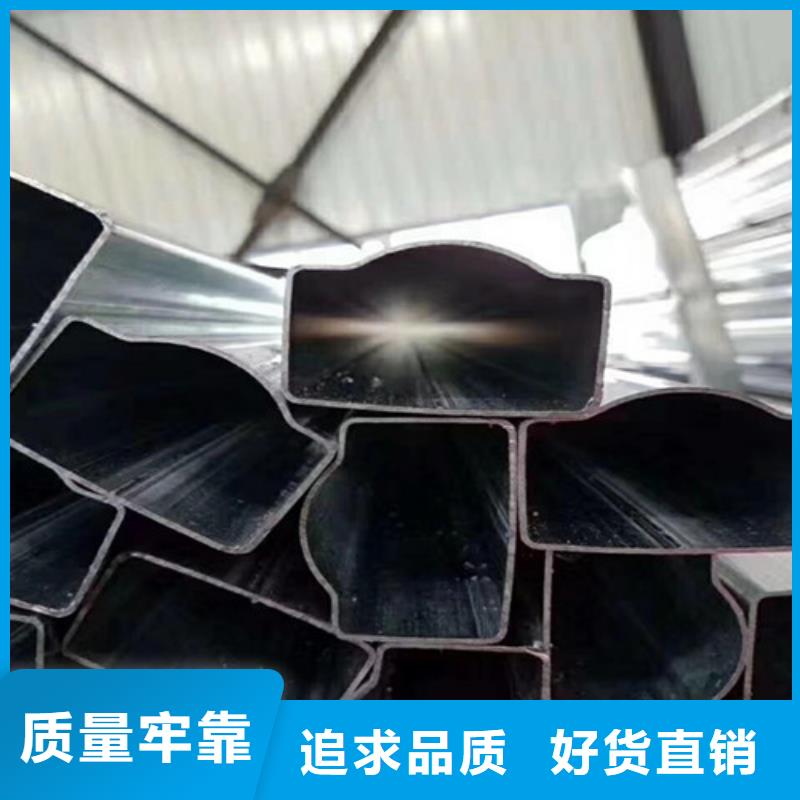
聊城市碩鑫異形鋼管有限公司生產(chǎn)異型鋼管系列: 橢圓管:22*68、25*62、30*68、25*70等面包管:40*100橢圓管:20*40、25*50等扁圓管:28*70、25*68、15*30等梅花管:25*68、28*78 8字管:70*63雙筋管:25*78雙元寶管:27*100、47*98 D型管:D36、D40、D43、D50、D58六角鋼管規(guī)格齊全6-500冷軋帶鋼:寬40-252mm厚0.4-3.0mm等等各種異型鋼管,來圖紙訂做。方管由10×10至200×200、300×300;矩形管由10×20至100×200、200×300;圓管由φ6-375。異形管:平橢鋼管:8*17 11*14 12*20 12*25 12.7*22 14*20 14*22 14*24 15*28 15*29 15*30 14*45 16*32 16*34 16*35 16*36 18.6*28.6 20*35 20*40 20*45 20*48 20*60 20*100 21.6*23 25*40 25*50 28*48 28*37 30*60 30*70 35*80 35*65 35*75 38*152 40*70 40*80 40*97 40.2*97.2 40*100 40*190 50*100 50*120 50*150 50*200 60*86欖核管65*102 60*86 25.4*50.8 25*70 19*48 20*40 20.6*34.8 30*60 24*58.5 15*30 16*30.2 36*80 38*109 44*74 50*100 25*50 22.2*33半旦管20*40 20*60 32*70 34*45 40*50 40*54 46.5*122 35.5*38 40*60



異型管在敷設(shè)時(shí),應(yīng)該注意以下六點(diǎn)事項(xiàng):
(一)暗配管路彎曲過多,敷設(shè)管路時(shí),應(yīng)按設(shè)計(jì)圖要求及現(xiàn)場(chǎng)情況,沿近的路線敷設(shè),不繞行彎曲處可明顯減少異型管用量。 (二)應(yīng)在穩(wěn)住盒箱時(shí),其周圍灌滿灰漿,盒箱口應(yīng)及時(shí)收好后再穿線上器具。異型管廠家:18,8 6526, 6789
(三)電線管在焊跨接地線時(shí),將管焊漏,焊接不牢、漏焊、焊接面不夠倍數(shù),主要是操作者責(zé)任心不強(qiáng),或者技術(shù)水平太低,應(yīng)加強(qiáng)操作者責(zé)任心和技術(shù)教育、嚴(yán)格按照規(guī)范要求對(duì)異型管進(jìn)行焊接。異型管廠家:
(四)配管后應(yīng)及時(shí)掃管,發(fā)現(xiàn)堵管及時(shí)修復(fù),配管后應(yīng)及時(shí)加管堵把管口堵嚴(yán)實(shí)。
(五)焊口不嚴(yán)破壞鍍鋅層,應(yīng)將焊口焊嚴(yán),受到破壞的異型管鍍鋅層應(yīng)及時(shí)補(bǔ)刷。異型管廠家:
(六)煨彎處出現(xiàn)凹扁過大或彎曲半徑不夠倍數(shù)的現(xiàn)象。其原因及解決辦法有:1.使用油壓煨管器或煨管機(jī)時(shí),模具要配套,管子的焊縫應(yīng)在正反面;2.熱煨時(shí),砂子要灌滿,受熱均勻,煨彎冷卻要適度;3.使用手扳煨管器時(shí),移動(dòng)要適度,用力不要過猛。



我們?cè)趯?duì)異型管件進(jìn)行鑄造時(shí),應(yīng)該注意以下九個(gè)要點(diǎn):
(一)澆注前要對(duì)鑄水進(jìn)行孕育和扒渣處理,過程中要不斷流、平穩(wěn),以避免沖砂而形成砂眼。跑火時(shí)要及時(shí)堵住漏鑄水的部位,并補(bǔ)足鑄水,以減少冷隔、澆不足等缺陷。
(二)型砂性能將直接影響異型管的質(zhì)量,因此應(yīng)具有良好的透氣性、濕強(qiáng)度、流動(dòng)性、可塑性和退讓性等。
(三)在粘土含量相同時(shí),膨潤土比普通粘土的熱濕拉強(qiáng)度高。在濕型粘土砂中加入適量的煤粉、木屑等,可提高抗夾砂能力,并可防止夾砂、粘砂而得到表面光潔的管件。型砂的水分定為6%左右,以使其具有較好的綜合性能。
(四)要獲得表面光潔度好的異型管,可以通過清理滾筒去除表面的砂子,也進(jìn)行拋丸處理。非加工表面的粘砂必須清理干凈,以防止影響管件使用。
(五)對(duì)于干模造型烘干工藝,要按操作規(guī)程進(jìn)行操作,烘干時(shí)間為8h以上,以防因烘干不透而造成砂、氣孔等缺陷。
(六)管件必須經(jīng)過充分冷卻才能扒出鑄型,一般要求不小于3h。如果時(shí)間過短,會(huì)發(fā)生表面激冷而使硬度較高造成切削困難。異型管件較大時(shí)可能會(huì)產(chǎn)生熱裂、內(nèi)部應(yīng)力較大,易造成變形而影響外形尺寸。
(七)在制作過程中重點(diǎn)要考慮的是其工藝結(jié)構(gòu)和性能。一方面提高生產(chǎn)率,另一方面要保證質(zhì)量。在生產(chǎn)中要檢驗(yàn)?zāi)拥耐暾裕WC無缺陷使用,如果有缺陷要經(jīng)過修理后才能夠使用。起模時(shí)要注意敲擊力度,鋁模要墊木塊進(jìn)行敲擊,減少鋁模的受損程度。 (八)生產(chǎn)異型管件時(shí),必須嚴(yán)格控制人爐和人包材料的質(zhì)量,對(duì)其成分、塊度及理化性能必須按要求進(jìn)行檢查和驗(yàn)收。
(九)通過檢驗(yàn),發(fā)現(xiàn)異型管的缺陷,查找并分析原因,及時(shí)采取措施,以減少缺陷的產(chǎn)生。
