


更新時間:2025-02-11 01:03:34 瀏覽次數:2 公司名稱:聊城 金鴻耀工程材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 10/米 |
| 發貨期限 | 1 |
| 供貨總量 | 995 |
| 運費說明 | 面議 |
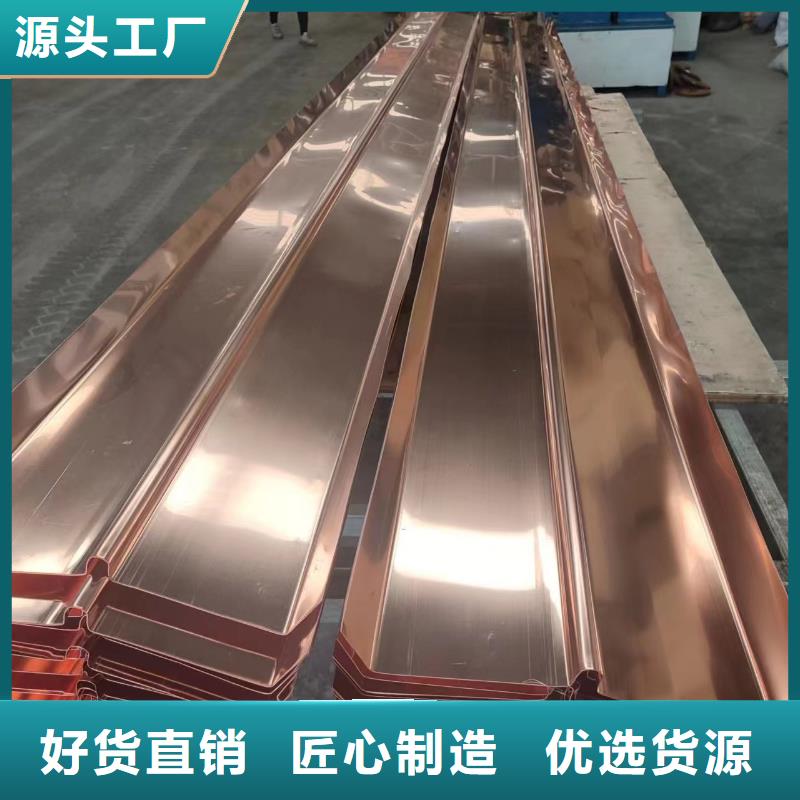






對于 縫止水大多數選擇紫銅止水帶來保證止水系統施工質量,安慶止水銅片止水銅片的翼板彎折(即立腿)顯得 特別重要,它的作用主要在于當接縫變形時,會自動減小止水銅片翼板與混凝土之間的相對錯動,從而確保 翼板的抗繞滲能力,同時,他的紫銅性能本身就具有較強的防水能力。由于 縫面板壩周邊縫的位移,特 別是接縫剪切位移較大,為了減少由立腿的強約束作用產生的較大附加應力,通常在趾板一側除去立腿,采 用F型止水銅片。我們公司會根據客戶對各項目不同需求,提供W型、F型、T型等以及各種新型止水結構的定 制加工,同時我們致力于各水利工程的防滲止水工程研究,給予客戶更多建議。
銅止水片焊接過程中焊嘴和焊條應做均勻協調的擺動,安慶止水銅片以控制熔池的熱量適當、形狀、大小始終保持一直。而在現場焊接作業過程中常常存在如下問題:焊嘴在沿焊縫縱向移動、橫向擺動的同時,為做上下跳動,造成熔池溫度過高;焊嘴的傾斜角度為按不同階段進行適當調整;為按照所需火焰能率的變化改變焊條的位置和填入焊條的速度,造成熔池的形狀和大小不一致。因此,焊接過程中焊嘴和焊條運動存在不協調情況,造成熔池熱量、形狀、大小控制不符合要求,從而影響了焊接質量。
細化焊嘴、焊條運動方向控制方案:焊嘴和焊條的運動包括三種動作:a,沿焊縫的縱向移動,不斷地熔化工件和焊條,形成焊縫。B,焊嘴沿焊縫做橫向擺動,充分加熱焊件,使液體金屬攪拌均勻,得到致密性好的焊縫。C,焊條在垂直焊縫的方向送進,并作上下移動,調節熔池的熱量和焊條的填充量。在焊接時,焊嘴在沿焊縫縱向移動、橫向擺動的同時,還要做上下跳動,以調節熔池的溫度。
國標止水銅片,根據《水工建筑物止水材料相關規定》,其物理性能需滿足抗拉強度205MPa及以上,延伸率在30%以上,銅含量超過99.9%才可稱為國標止水銅片。
安慶生產的止水銅片,經質檢部門檢驗合格,屬國標產品。且我公司可免費提供質檢報告以及質量保障書。同時由于我公司屬加工銷售一體企業,具有自己的加工生產以及研發團隊,因此可批量生產止水銅片,可根據設計大樣圖免費成型。廠家直銷,批量生產,價格優惠,歡迎來電咨詢!
止水銅片公司主要生產供應,安慶紫銅止水片、銅止水片、銅片止水帶、紫銅片、T2紫銅帶、紫銅板等,產品具有強度高,壽命長,耐腐蝕,抗老化等特點,主要應用于水利,鐵路,隧道,垃圾填埋場,人工湖等基礎建設工程,均受到了用戶及的一致好評。贏得了良好的市場。
1、誠信務實讓客戶滿意的企業宗旨;安慶止水銅片
2、擁有華東地區大型的土工材料生產基地;
3、嚴把質量關,殘次品一律銷毀,不得出廠;
4、專業的營銷團隊,產品銷往全國各地;
5、先進的營銷理念,訂金發貨,貨到后驗貨付款;
6、閃電般的送貨速度,一個電話,送貨上門;
7、同行業良好的業績和客戶口碑;
廠家現貨貨到付款高質量銅材生產商

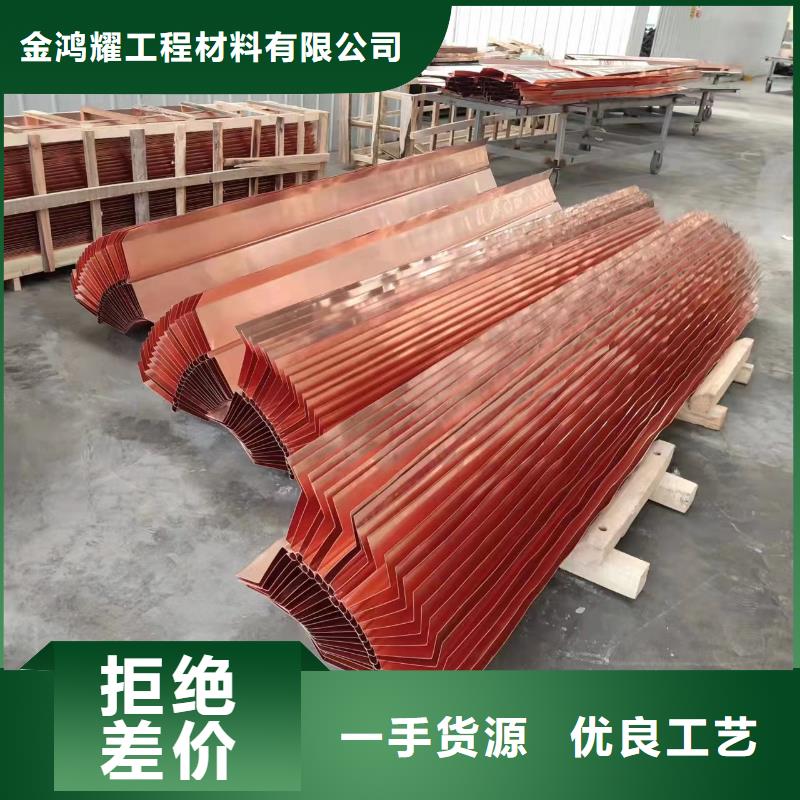
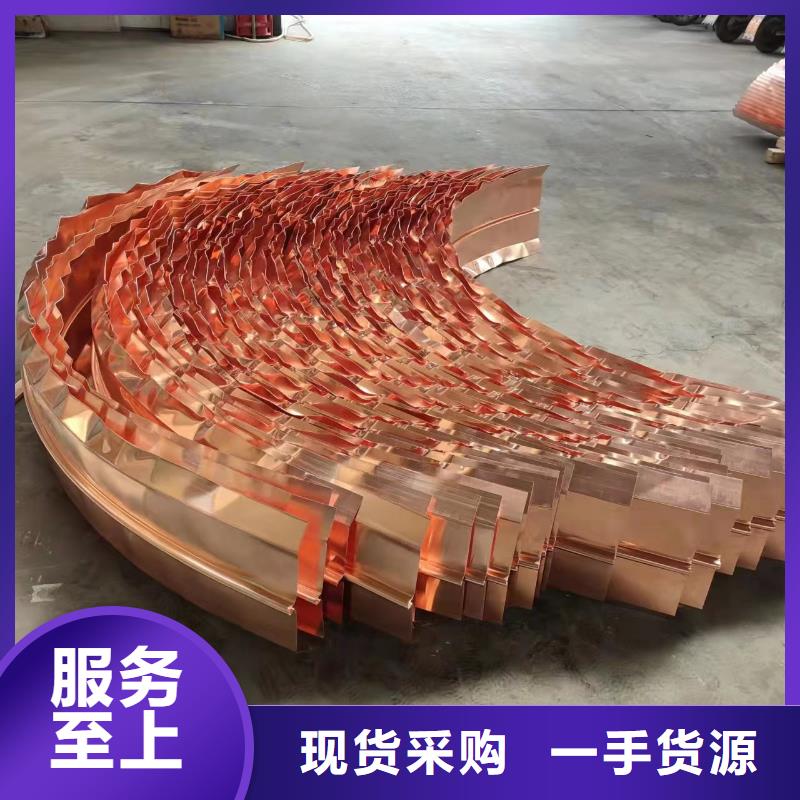
止水銅片接頭成型方法及安慶止水銅片的質量控制止水銅片接頭形狀分為:安慶止水銅片T型、W型、V型、十字型、Y型、弧型止水銅片、L型、H型、F型異型等。制作方法一
焊接成型:先壓制一定長度的定型止水,再根據異型接頭形狀進行裁割,拼接成所需要的異型接頭形狀,然后焊接成型。這種制作方法雖然能夠達到設計要求,但制作工藝復雜,費時費料,外觀質眾差。制作方法二整體沖壓成型:沖壓機沖壓成型或千斤頂擠壓成型。目前在施工中比較傳統的止水銅片成型多采用沖壓機沖壓成型。 止水銅片成型裝置具有結構緊湊、可靠、生產效率高、產品質量好等優點。在施工過程中止水銅片的質量控制程序對每批銅止水帶材料進行試驗→外觀檢查驗收→加工驗收→止水帶連接質量檢驗→安裝→混凝土澆筑過程中看護維護→混凝土澆筑完后外路部分的保護質量。混凝土單元倉號中的止水銅片接頭連接質量要求質檢人員每倉必須進行密封性檢查驗收,監理工程師可適時進行抽查密封性檢驗。止水銅片的加固定位裝置,必須由監理工程師檢查認可后,方可進入下一道施工工序。混凝土澆筑過程中,為避免大骨料在止水帶部位集聚,混凝土卸料點須離止水帶1.0m以上。如有骨料集聚,人工及時進行分散,并仔細加強振搗,確保止水帶結合處混凝土密實。為防止混凝土骨料集中滾落至止水帶部位和防止因混凝土側壓力導致止水擠壓移位,須合理安排布料和振搗程序,應在靠有止水帶的一側先布料和平倉振搗混凝土。同時,在靠止水帶部位的混凝土平整高度應稍高,以避讓在止水帶處混凝土的泌水集中,并對止水帶處的泌水須及時進行排除。根據大壩接縫設置止水銅片的主要意義是止水在水壓力、接縫位移、外界環境的作用下,確保接縫不滲(漏)水。為此,止水銅片的型式和材料質量是止水發揮作用的重要保證。
止水銅片表面應光滑平整并有光澤,應加強對其外觀凹痕、明疤等缺陷的檢查,其表面的銹污、油漬等雜物均應干凈。如有砂眼、釘孔應進行補焊;如有撕裂,應采用與翼緣等寬的母體材料進行雙面搭接焊,搭接片長度不小于100mm,且四周接觸面均須滿焊。