
一分鐘的時間,對于了解我們的螺旋管焊管拒絕差價產品來說足夠了。請觀看這部精心制作的產品視頻,讓產品的獨特之處和卓越性能一覽無余。
以下是:螺旋管焊管拒絕差價的圖文介紹
螺旋管具有較高的沖擊韌性
管道發(fā)展的趨勢是大口徑、當?shù)馗邚姸取kS著鋼管直徑的加大、當?shù)厮娩摷壍奶岣撸a生韌性斷裂尖穩(wěn)擴展的趨勢越大。根據(jù)美國有關研究機構的試驗表明,螺旋焊管與直縫焊管雖然同為一個級別,但螺旋焊管具有較高的沖擊韌性。
輸送管線由于輸量的變化,在實際操作過程中,鋼管是承受隨機交變載荷的作用。了解鋼管的低循環(huán)疲勞強度,對判斷管線的使用壽命具有重要的意義。
按測定結果,螺旋焊管的疲勞強度與無縫管和電阻焊管相同,試驗的數(shù)據(jù)與無縫管和電阻管分布在同一區(qū)內,而比一般的埋弧直縫焊管要高。



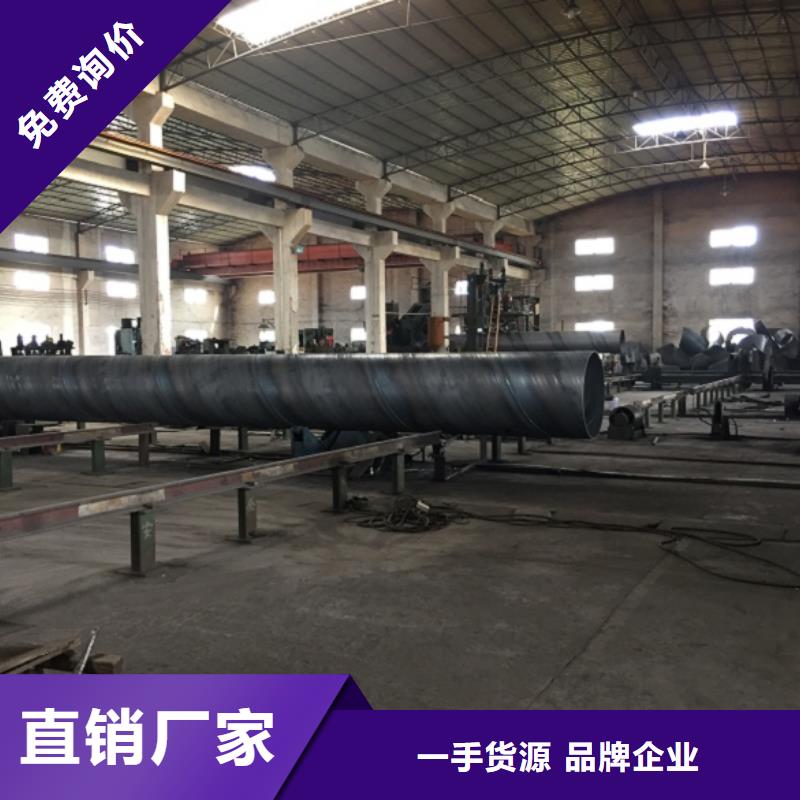
螺旋管生產工藝分析:
(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴格的理化檢驗。
(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
(3)成型前,帶鋼經(jīng)過矯平、附近剪邊、同城刨邊,表面清理輸送和予彎邊處理。
(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。
(5)采用外控或內控輥式成型。
(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。
(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。
(8)焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數(shù),及時缺陷。



聚力群達金屬材料有限公司(黃南分公司)是集生產,加工,銷售為一體的民營企業(yè)。公司主要生產銷售 光亮扁鋼等各大行業(yè)。公司秉承技術先進,客戶至上,誠實守信的核心價值觀。生產,優(yōu)異品質,保護環(huán)境是我們的承諾。我們將用優(yōu)良技術和精益求精的工作作風竭誠為廣大新老用戶提供質優(yōu)的產品,優(yōu)良的服務。高品質的服務理念締造未來,誠信、創(chuàng)新企業(yè)文化。自信、自律,自立、自強:為客戶提供高質量和大價值的專業(yè)化產品和服務,以真誠和實力贏得客戶的理解、尊重和支持。員工:信任員工的努力和奉獻,承認員工的成就并提供相應回報,為員工創(chuàng)造良好的工作環(huán)境和發(fā)展前景。市場:為客戶降低采購成本和風險,為客戶投資提供切實保障。發(fā)展:追求永續(xù)發(fā)展的目標,并把它建立在客戶滿意的基礎上。


螺旋管的埋弧焊接全進程分析:
埋弧焊是使用電弧熱能進行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發(fā)動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點燃,焊接小車向前進,焊絲接連下向運送,保持電弧在焊劑層下焚燒,在電弧下方構成焊接熔池。在電弧周圍,焊劑熔化構成一個空泛,.這個空泛和熔池不斷前進,而熔池后方的金屬凝結,構成接連的焊縫。
螺旋焊管厚度偏差范圍是與執(zhí)行標準有一定關系的,目前市場上的螺旋焊管主要執(zhí)行標準為9711標準和5037標準兩種,這兩種偏差范圍是不一樣的。


