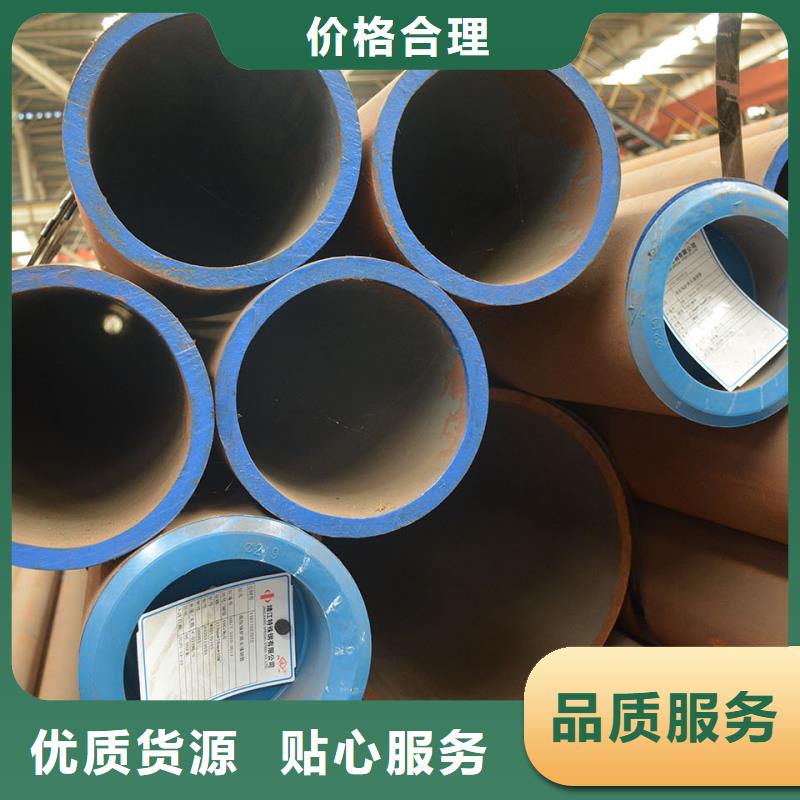
以下是:45CrNiMo合金鋼管生產基地的產品參數
| 產品參數 |
|---|
| 產品價格 | 5600/噸 |
|---|
| 發貨期限 | 三天 |
|---|
| 供貨總量 | 1000 |
|---|
| 運費說明 | 物流 |
|---|
| 最小起訂 | 1 |
|---|
| 質量等級 | 一級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 12cr1mov 15crmo 20cr 40cr 42crmo 35crmo |
|---|
| 產品品牌 | 浩銘 |
|---|
| 產品規格 | 規格全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 山東 |
|---|
| 加工定制 | 加工 |
|---|
| 產品型號 | 型號全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 質量好 |
|---|
| 產品顏色 | 碳鋼色 |
|---|
| 質保時間 | 長期 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 電廠 核電 高壓鍋爐 機加工 |
|---|
| 是否進口 | 是 |
|---|
| 質量認證 | 認證 |
|---|
| 產品功率 | 功率大 |
|---|
| 工作溫度 | 550℃ |
|---|
以下是:45CrNiMo合金鋼管生產基地的圖文視頻
在青海省西寧市采買45CrNiMo合金鋼管生產基地到天恒源鋼鐵有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:任經理-15095044466,QQ:15095044466,地址:《經濟技術開發區發貨到青海省 西寧市 湟中區、湟源縣》。 青海省,西寧市 西寧市地處中國西北地區、青海省東部、湟水中游河谷盆地,是青藏高原的東方門戶,古“絲綢之路”南路和“唐蕃古道”的必經之地,自古就是西北交通要道和軍事重地,素有“西海鎖鑰”、海藏咽喉之稱,是世界高海拔城市之一,青海省的政治、經濟、科教、文化、交通和通訊中心,也是國務院確定的內陸開放城市,中央軍委西寧聯勤保障中心駐地。
想知道45CrNiMo合金鋼管生產基地產品為何如此受歡迎?觀看視頻,答案自在其中。
以下是:45CrNiMo合金鋼管生產基地的圖文介紹
天恒源鋼鐵有限公司擁有研發中心和 青海西寧高壓合金管產品質量檢測中心,并與全國十幾家科技設計單位、大專院校建立了密切的協作關系。 青海西寧高壓合金管產品營銷網絡遍布全國,在北京、廣東、內蒙、江蘇、湖北、山東等地區設有分公司和直銷倉庫。新的世紀,天恒源鋼鐵有限公司以雄厚的經濟技術實力,優良的 青海西寧高壓合金管產品品質,追求客戶滿意服務的經營理念,鑄造中國 青海西寧高壓合金管新形象。公司董事長攜全體員工愿與海內外朋友真誠合作,共繪宏偉藍圖,共創輝煌!


青海西寧65Mn合金鋼管屬于常用彈簧鋼,終熱處理為淬火、回火。常用彈簧鋼,終熱處理為淬火、回火。該鋼強度較高,淬透性較大,脫碳傾向小,但有過熱敏感性,易出現淬火裂紋,并有回火淬性。在退火狀態下切削加工性尚好,焊接性好,冷變形塑性低,帶材可進行一般彎曲成型加工。青海西寧65Mn合金鋼管一般彈簧鋼可用電爐、平爐或氧氣轉爐生產;質量較好或具有特殊性能的優質彈簧鋼,用電渣爐或真空爐煉制;彈簧鋼中碳、錳、硅等主要元素的規定含量范圍較窄,冶煉時必須嚴格控制化學成分。硅含量較高時容易形成氣泡等缺陷,鋼錠鍛軋后冷卻不當時易產生白點。因此,冶煉用的原材料必須干燥,盡量除去氣體及夾雜物,而且要避免鋼水過熱。青海西寧65Mn合金鋼管在注塑氮氣彈簧中運用時需要注意,尤其需要在軋制加工時就特別注意脫碳和表面質量,鋼材表面嚴重脫碳時,會顯著降低鋼的疲勞極限,對于高硅彈簧鋼如70Si3MnA,應注意避免石墨化。因此,在熱加工時停軋溫度不應過低于(850℃),避免在石墨化較易形成的溫度范圍(650~800℃)內停留時間過長。



青海西寧25Mn合金鋼管一般退火不需要回火,退火只要按照材料退火要求的溫度加熱,保溫或者隨爐冷卻就可以了。回火是淬火的調整工藝。退火溫度需要查看材料的材質資料制定,假如只是稍微改變硬度只要見到材料發紅就停掉爐子,等到爐子冷卻材料也就可以了。25Mn2V合金鋼管材質表示平均含碳量為0.25%,含錳量約為2%,含釩量小于1.5%的合金結構鋼。青海西寧25Mn2V合金鋼管成分及性能:牌號 20MnSi 編號UNS 標準號 YB(T)27(1)-89;化學成分(%) 0.17-0.23C,0.40-0.70Si,1.30-1.70Mn,0.045P,0.045S,殘余鉻、鎳、銅各0.30,C+1/6Mn=0.5;形 態 螺紋鋼筋 狀 態 熱軋;抗拉強度Mpa 510 屈服強度Mpa 345 伸長率% 18。



青海西寧焊接合金鋼管時很容易出現冷裂紋。此時,由于焊接時內應力比較大,裂紋的產生很容易影響焊接質量。如果比較嚴重,圓鋼管的性能指標就會降低。控制一直是工程施工質量控制的重點和難點,如何合理避免此類問題。適當擴大電流量,降低冷卻速度,有利于防止硬化機制的產生。焊接前加熱避免了裂紋的產生,在一定程度上還具有改善性能的作用。控制固層溫度,應略高于加熱溫度。合金鋼管選擇有效的焊接模式,嚴格按照工程圖紙生產加工零件的焊縫。清理焊縫兩側的鐵銹、水等,減少氡氣的來源。合金鋼管裂紋通常發生在封頭焊道和焊根處,因此對定位的焊接長度、焊孔縱橫比和間距也有相應的要求。如果在焊縫內強制完成精密定位焊接,焊接縱橫比應低于焊縫深度的2/3,長度應超過40mm。如有必要,在精密定位焊前加熱。焊接前檢查精密定位焊接,如有裂紋排除重新焊接。精密定位焊的長度和間隔應取決于對接焊縫的厚度和結構的長度。為降低熱應力,避免合金鋼管焊接產生裂紋,安裝時要防止強行組裝。焊接前進行合金鋼管加工工藝鑒定實驗,明確加工工藝的主要參數。堿低氫焊絲E5Q/E55用于合金鋼管的手工焊接;CO:氣體保護焊可以使用藥芯焊絲;弧焊可使用F5021-H08MnA焊絲,并按規定嚴格風干。風干溫度為350-450℃。風干后在100-150℃保溫1-1h,放入保溫隔熱筒中隨時使用。合金鋼管超低溫焊接后,應進行緩冷。為了減緩焊接和熱影響區的冷卻速度,避免形成冷裂紋,應立即對焊接部位進行保溫,即立即將焊接部位加熱到250-350℃。℃,用石棉保溫2~6小時后風冷,可減少焊接中過氧化物的量,避免冷裂紋。加熱方式和總寬度與焊接前相同。
您是想要在青海省西寧市采購高質量的45CrNiMo合金鋼管生產基地產品嗎?天恒源鋼鐵有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的45CrNiMo合金鋼管生產基地產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:任經理-15095044466,QQ:15095044466,地址:《經濟技術開發區》。