



冷拔無縫管保證性能")
冷拔無縫管保證性能")
冷拔無縫管保證性能")
冷拔無縫管保證性能")
我國(guó)和美國(guó)標(biāo)準(zhǔn)中內(nèi)毛刺的殘留高度大致上規(guī)定了兩檔精度: 檔(O.127mm;第二檔0.254mm)。焊管的物理無縫化幾何無縫鋼管處理后的焊管雖然外表上已幾乎看不到焊縫,但焊縫內(nèi)部的金相組織與母材仍有較大區(qū)別,焊縫區(qū)的機(jī)械性能較低。為此,需要經(jīng)過熱處理細(xì)化焊縫區(qū)的晶粒、去除焊接應(yīng)力,實(shí)現(xiàn)與母體金相組織、機(jī)械性能的一致化,這個(gè)過程我們稱之為焊管的物理無縫化。碳鋼管通常采用退火處理,而不銹鋼則采用固溶處理。
幾何無縫化—內(nèi)外毛刺技術(shù)通常一個(gè)完整的內(nèi)毛刺系統(tǒng)由刀具、支持系統(tǒng)和調(diào)控系統(tǒng)三個(gè)部份組成,其技術(shù)關(guān)鍵在于刀具的形狀和壽命。內(nèi)毛刺的余高一般控制在0.2mm以內(nèi),甚至0.1mm以內(nèi)。冷拔無縫管保證性能")
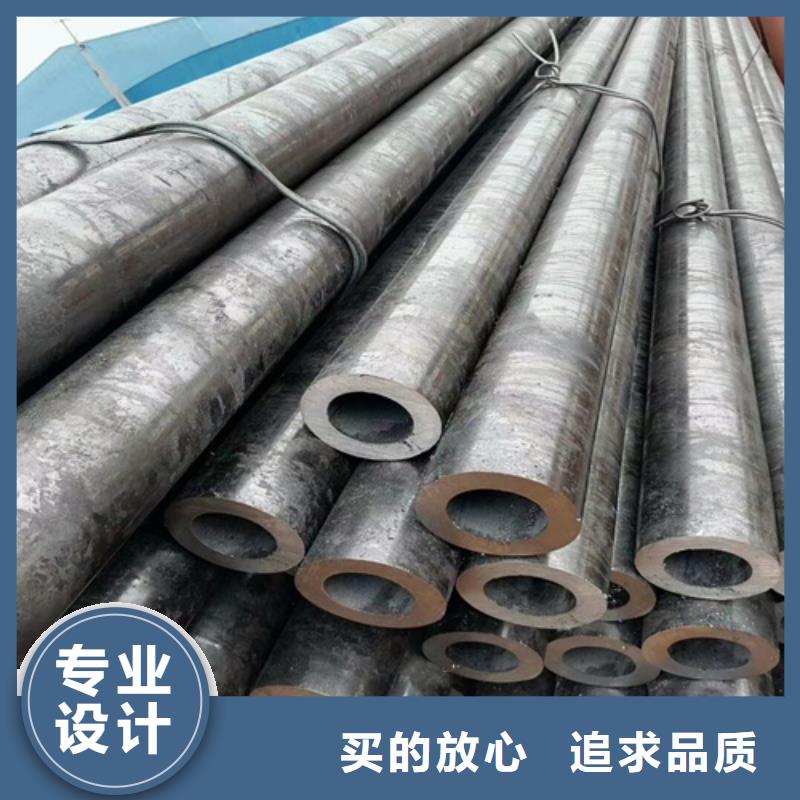
不得不說,這種類管道材料具有顯著優(yōu)勢(shì),其中為值得一提便是在提高材料利率方面,不但能從一定程度上簡(jiǎn)化制造工序,同時(shí)還能從一定程度上節(jié)約材料,所以,這種管道材料需求量才會(huì)不斷增加,總體來說,根據(jù)不同尺寸,無縫鋼管適領(lǐng)域也是。
據(jù)之前數(shù)據(jù)統(tǒng)一,在今年個(gè)季度86家中大鋼管企業(yè)中只有56家鋼管企業(yè)盈利,而30家鋼管企業(yè)都有不同程度虧損,今年鋼管企業(yè)虧損企業(yè)戶比去年同時(shí)期減少了5戶,比去年同期增長(zhǎng)了0.94%,同期鋼管行業(yè)也實(shí)現(xiàn)了扭虧為盈,25億元行業(yè)利潤(rùn)也在同時(shí)期實(shí)現(xiàn)了。
市場(chǎng)中,對(duì)于無縫鋼管需求量在不斷,這些更多是有賴于市場(chǎng)需求量不斷增加,目前無縫鋼管生產(chǎn)廠家在與日俱增,與此同時(shí),在進(jìn)行選擇時(shí)候,也必然會(huì)考慮到價(jià)格和質(zhì)量問題,客戶更希望能進(jìn)購性價(jià)比高無縫鋼管,不免需要貨比三家,選擇品。
工地停工對(duì)無縫鋼管直接影響就是需求量減弱,但是另一方面,我們無縫鋼管廠家也相對(duì)限產(chǎn)50%,供也在收窄。從目前市場(chǎng)來看雖然停工令開始實(shí)行,市場(chǎng)也表現(xiàn)供需兩弱,但是大部分商家還是看漲為主,不過現(xiàn)在無縫鋼管市場(chǎng)報(bào)價(jià)比較混亂,市場(chǎng)價(jià)格定位也是參差不齊,一半中低價(jià)格成交量偏多。
冷拔無縫管保證性能")
無縫鋼管其中過熱區(qū)組織由于焊接的溫度在1100℃以上,奧氏體晶粒急劇長(zhǎng)大,冷卻后晶粒粗大,在一定的化學(xué)成分和冷速條件下還會(huì)形成硬而脆的晶相此外,由于溫度梯度的存在也會(huì)產(chǎn)生焊接應(yīng)力。其綜合結(jié)果,焊縫區(qū)的綜合機(jī)械性能比母材低。焊管物理無縫化就是通過焊縫熱處理,達(dá)到應(yīng)力、均化和細(xì)化組織、提高焊接熱影響區(qū)綜合機(jī)械性能的目的,而其根本目的是應(yīng)力。焊管物理無縫化處理主要有兩種方法:焊縫局部處理法和整體加熱處理法。由于主要是焊縫熱影響區(qū)有硬化現(xiàn)象、機(jī)械性能低下,所以我們首先應(yīng)考慮對(duì)焊縫熱影響區(qū)進(jìn)行局部處理。
焊縫局部常化處理的方法是采用中頻感應(yīng)加熱裝置將焊縫熱影響區(qū)加熱至約927。9℃,然后空冷至538℃以下,隨后水冷。對(duì)于直徑較小的鋼管,采用管坯整體加熱方式處理,然后空冷或在帶有可控氣氛的冷卻室中冷卻。以上講的是高頻直縫焊管的無縫化技術(shù)。冷拔無縫管保證性能")
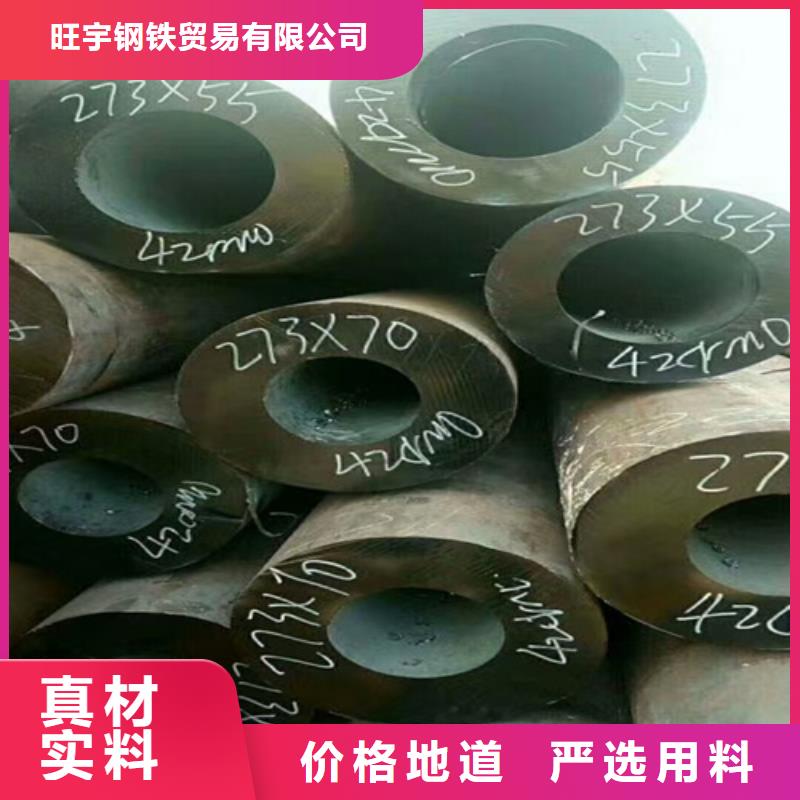
無縫鋼管質(zhì)量檢驗(yàn)方法:1.化學(xué)成分分析:化學(xué)分析法、儀器分析法(紅外C—S儀、直讀光譜儀、zcP等)。①紅外C—S儀:分析鐵合金,煉鋼原材料,鋼鐵中的C、S元素。②直讀光譜儀:塊狀試樣中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi③N—0儀:氣體含量分析N、O2.鋼管幾何尺寸及外形檢查:①鋼管壁厚檢查:千分尺、超聲測(cè)厚儀兩端不少于8點(diǎn)并記錄。②鋼管外徑、橢圓度檢查:卡規(guī)、游標(biāo)卡尺、環(huán)規(guī),測(cè)出 點(diǎn)、小點(diǎn)③鋼管長(zhǎng)度檢查:鋼卷尺、人工、自動(dòng)測(cè)長(zhǎng)。④鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細(xì)線測(cè)每米彎曲度、全長(zhǎng)彎曲度。⑤鋼管端面坡口角度和鈍邊檢查:角尺、卡板。3.鋼管表面質(zhì)量檢查:①人工肉眼檢查:照明條件、標(biāo)準(zhǔn)、經(jīng)驗(yàn)、標(biāo)識(shí)、鋼管轉(zhuǎn)動(dòng)。冷拔無縫管保證性能")