
產品詳細介紹
云海旭金屬材料有限公司

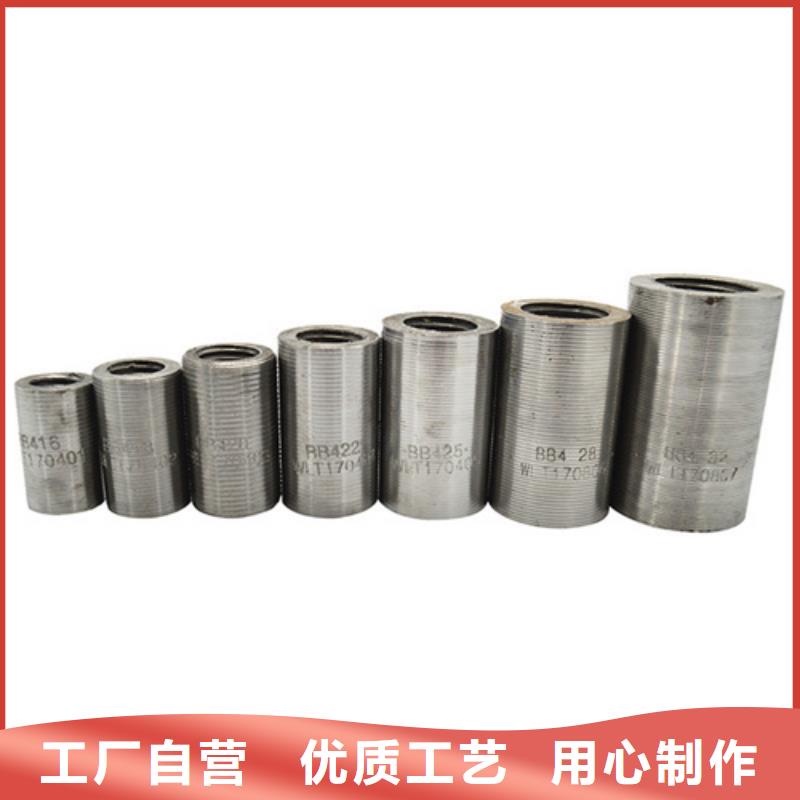
鋼筋套筒端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣采用砂輪切割機或其他專用切斷設備,嚴禁氣割。2、剝肋滾壓螺紋:使用鋼筋剝肋滾壓直螺紋機將待連接鋼筋的端頭加工成螺紋。3、絲頭質量檢驗:操作者對加工的絲頭進行的質量檢驗。4、帶帽保護:用專用的鋼筋絲頭保護帽或連接套筒將鋼筋絲頭進行保護,防止螺紋被磕碰或被污物污染。5、絲頭質量抽檢:對自檢合格的絲頭進行的抽樣檢驗。6、存放待用:按規格型號及類型進行分類碼放.
直螺紋鋼筋套筒連接套筒連接的七大原則:1.直螺紋鋼筋連接套筒接頭宜設置在受力較小處,在同一根鋼筋宜少設接頭。2.木行架和拱的拉桿(軸心受拉及小偏心受拉構件)不得采用綁扎搭接接頭。3.受拉鋼筋直徑大于28mm及受壓鋼筋直徑大于32mm時,不宜采用綁扎搭接接頭;4.搭接長度范圍內配制箍筋:直徑不應小于搭接鋼筋直徑的0.25倍鋼筋受拉時,箍筋間距不應大于搭接鋼筋較小直徑的5倍,且不應大于100mm鋼筋受壓時箍筋間距不應大于搭接鋼筋較小直徑的10倍,且不應大于200mm當受壓鋼筋直徑大于25mm時,應在搭接接頭兩個端面外100mm范圍內各設兩個箍筋。5.縱向受壓鋼筋搭接長度不應小于縱向受拉鋼筋搭接長度的0.7倍,且不應小于200mm。6需進行疲勞驗算的構件:縱向受拉鋼筋不得采用綁扎搭接接頭,不宜采用焊接接頭。7.直接承受吊車荷載的鋼筋混凝土吊車梁、屋面梁及屋架下弦的縱向受拉鋼筋必須采用焊接接頭時。

近年來,隨著建筑行業的快速發展,鋼筋套筒在現在建筑中應用很多,那直螺紋套筒接頭的檢驗是如何進行技術查驗和現場抽檢的呢?下面就和小編一起來了解下吧。1、鋼筋接頭的技術查驗。鋼筋銜接工程開端前和施工過程中,應對每批鋼筋進行接頭技術查驗,查驗應契合下列需求:①每種標準鋼筋的接頭試件應不少于三根。②鋼筋母材抗拉強度試件應不少于三根,且應取自接頭試件的同一根鋼筋。③3根鋼筋接頭試件的抗拉強度均應契合行業規范《鋼筋機械銜接通用技術規程》中表的規則:接頭的抗拉強度;接頭等級I級II級III級;抗拉強度F0mst≥1.10fukF0mst≥fukF0mst≥1.35fyk。


