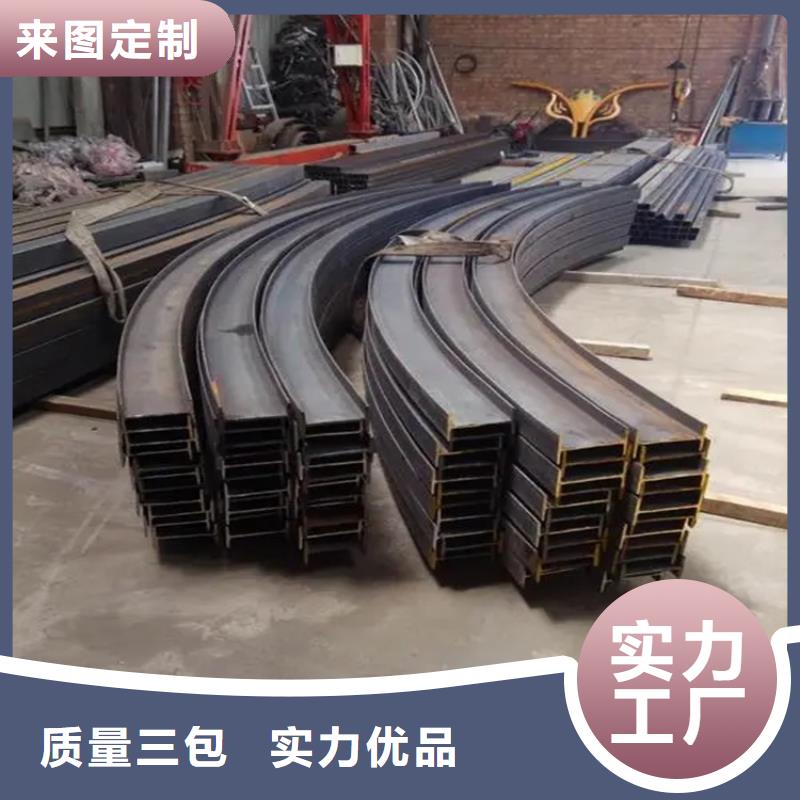

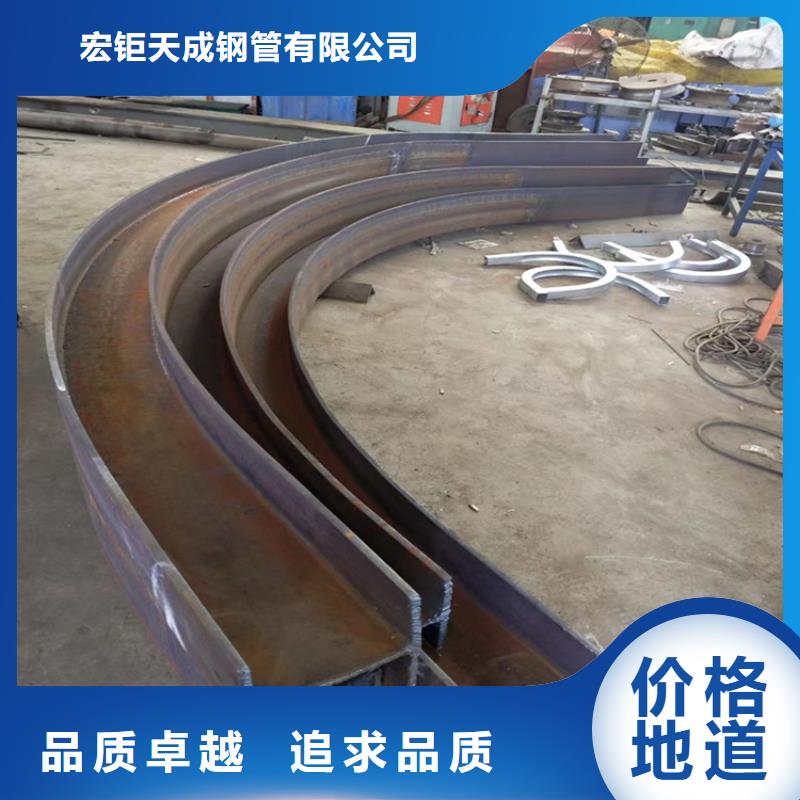
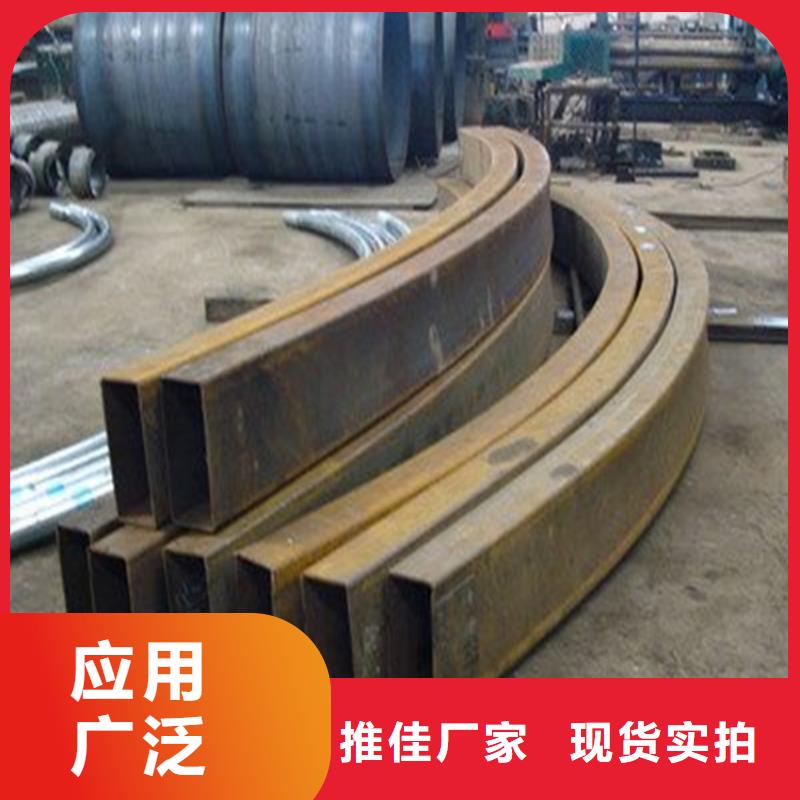

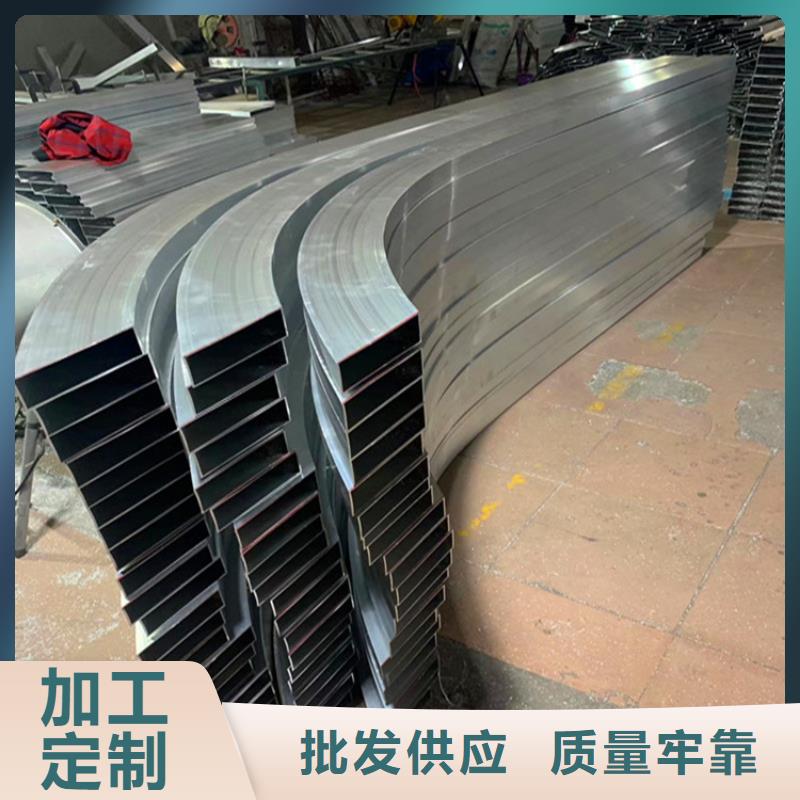

那么關(guān)于型材拉彎工藝特點(diǎn)及要求是怎樣的?下面河北拉彎廠的專家就來給我們分析一下。 1、 所謂拉彎即是在給于型材預(yù)制拉力(在屈服極限范圍內(nèi))的前提下,利用旋轉(zhuǎn)和靠模改變型材斷面變形中介面(內(nèi)移)使其塑性變形的過程。2、 關(guān)于備料長(zhǎng)度:一般情況下備料應(yīng)是所需彎曲材料的有效弧長(zhǎng)加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內(nèi)半徑(R內(nèi))。 備料長(zhǎng)度=有效弧長(zhǎng)+2.1 t 當(dāng)然具體備料長(zhǎng)度可以根據(jù)實(shí)際情況考慮套裁,以便節(jié)省工藝段。3、 關(guān)于備料數(shù)量:一般情況下應(yīng)根據(jù)不同斷面、不同半徑、不同弧長(zhǎng)在實(shí)際需要數(shù)量基礎(chǔ)上增加1~2支備份,以便做為調(diào)試模具用。該備份未考慮材料彎曲后的運(yùn)輸、加工、安裝等環(huán)節(jié)可能出現(xiàn)的損失數(shù)量。4、 關(guān)于材料每支彎曲有效弧長(zhǎng)的要求:通常情況下不應(yīng)超過弧度角180度。5、 關(guān)于材料硬度狀態(tài)的要求:當(dāng)型材彎曲的伸長(zhǎng)率滿足變形量要求時(shí)應(yīng)選擇T5狀態(tài)(e≤10%),鋁型材的標(biāo)準(zhǔn)為e≥ 8 %;e = t / R內(nèi)× = (R外-R內(nèi)) ÷R內(nèi)× 否則應(yīng)選擇To~T4狀態(tài)。當(dāng)然型材生產(chǎn)廠一般不愿意給客戶生產(chǎn)T1~T4狀態(tài)型材。6、 關(guān)于型材表面處理要求:通常情況下可以選擇陽(yáng)極氧化或涂裝后彎曲加工(涂層的伸長(zhǎng)率遠(yuǎn)大于型材的伸長(zhǎng)率);因?yàn)樾筒睦瓘潟r(shí)型材與模具之間沒有相對(duì)位移,故不會(huì)損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產(chǎn)生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時(shí)間不足造成。當(dāng)然為方便運(yùn)輸和安裝應(yīng)適當(dāng)做表面保護(hù)。上述介紹只是一般的常識(shí)說明,具體情況需視工程項(xiàng)目要求的分格、結(jié)點(diǎn)及選材等特點(diǎn)確定。
常用的型材拉彎方法有哪些 按曲折成形辦法能夠分為滾彎、壓彎、推彎和繞彎;按曲折時(shí)是否運(yùn)用模具能夠分為有模彎和無(wú)模彎;按曲折時(shí)有無(wú)芯棒能夠分為有芯彎和無(wú)芯彎;按曲折時(shí)是否加熱能夠分為冷彎和熱彎。近年來還出現(xiàn)了零半徑曲折、中頻感應(yīng)曲折、熱應(yīng)力曲折和激光成形曲折等新的彎管工藝。滾彎是用三個(gè)輥輪對(duì)管材進(jìn)行曲折加工的辦法。其中輥輪3為主動(dòng)輪,其余兩個(gè)為從動(dòng)輪。滾彎辦法及作業(yè)原理與板材滾彎根本相同,只是管材滾彎所用的輥輪具有與管坯橫截面形狀相吻合的作業(yè)表面。曲折時(shí)只需改變主、從輥輪間的距離,就能夠?qū)崿F(xiàn)各種曲率半徑的曲折。拉彎廠說這種辦法尤其合適彎制環(huán)形或螺旋線形管件。不過,滾彎對(duì)曲折半徑有必定的要求,僅適用于曲率半徑較大的厚壁管件,關(guān)于小半徑曲折顯得力不從心。壓彎是早用于彎管加工的工藝辦法。它是在液壓機(jī)上使用模具對(duì)管坯進(jìn)行曲折加工的。壓彎具有模具調(diào)整簡(jiǎn)單、出產(chǎn)功率高等優(yōu)點(diǎn),故在出產(chǎn)中一直被廣泛應(yīng)用,一般用于彎制帶直段的管件或彎頭號(hào)。
型材拉彎鋼材拉彎中的損耗計(jì)算公式為:b=Q/G×100式中b為成材率,%;Q為合格產(chǎn)品分量,噸;G為投入質(zhì)料分量,噸。成材率與金屬耗費(fèi)系數(shù)K成倒數(shù)的聯(lián)系。b=(G-W)/G×100=1/K.式中W為出產(chǎn)過程中形成的金屬損耗量,噸。可見影響成材率的主要因素是出產(chǎn)過程中產(chǎn)生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個(gè)軋鋼車間用的質(zhì)料和軋制的產(chǎn)品不同,如有的軋鋼車間以鋼錠為質(zhì)料通過中心開坯,軋制成材;有的車間以鋼錠為質(zhì)料直接軋制成材;有的車間以鋼坯為質(zhì)料軋制成材;還有少量車間則是以鋼材為質(zhì)料加工成各種成品鋼材的,所以用一種成品率計(jì)算方法。難以表示和比較出產(chǎn)過程中金屬收得情況,難以反映車間之間在出產(chǎn)技術(shù)水平和管理水平上的差異。因而,在成材率的計(jì)算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來坯一材成材率等,各軋鋼車間要根據(jù)具體情況計(jì)算。
型材拉彎中彎管開裂的原因制作辦法:當(dāng)加熱曲折的鋼管時(shí),當(dāng)曲折的鋼管逾越必定的變形溫度和必定的變形水平常,在管外部會(huì)產(chǎn)生裂紋。在變形速度低,抗拉強(qiáng)度高的相似成形條件下,彎管加工設(shè)備在此條件下進(jìn)行的全部曲折作業(yè)均會(huì)損壞。現(xiàn)在,有兩種類型的彎管加工設(shè)備,一個(gè)是預(yù)熱設(shè)備,另一個(gè)是彎管設(shè)備,前者設(shè)置在彎管設(shè)備中,后者設(shè)置在跋涉組織和壓緊組織中,跋涉組織包括下部支撐體和上部支撐體。其次,在上側(cè)設(shè)置彎管加工設(shè)備結(jié)構(gòu),上下彎管加工設(shè)備和相鄰的兩個(gè)彎管加工設(shè)備選用壓緊組織,夾緊構(gòu)件在凸輪的推進(jìn)下曲折。這樣,跋涉了產(chǎn)品的穩(wěn)定性,也避免了回彈曲折的現(xiàn)象。運(yùn)用了彎管設(shè)備,而且機(jī)床裝備了低壓油缸。上模的下方設(shè)有壓力缸,在上模的下方設(shè)有與下模相匹配的面,模具設(shè)置不才模的內(nèi)芯上方,芯尾和底座相連接,旋轉(zhuǎn)版的結(jié)束一方面和彈性缸固定,另一方面和活塞桿相連,刮板設(shè)置在旋轉(zhuǎn)板的旋轉(zhuǎn)內(nèi)側(cè)。彎管加工設(shè)備大大跋涉了出產(chǎn)的功率,降低了勞動(dòng)強(qiáng)度。彎管加工設(shè)備的曲折組織包括旋轉(zhuǎn)部分和安裝在旋轉(zhuǎn)部分上的管件,旋轉(zhuǎn)部分包括旋轉(zhuǎn)結(jié)構(gòu),其間旋轉(zhuǎn)結(jié)構(gòu)設(shè)有驅(qū)動(dòng)設(shè)備,彎管組件包括凸起和曲折管模,而且驅(qū)動(dòng)組織組織在相應(yīng)的夾緊部分中。這種技能方案具有結(jié)構(gòu)簡(jiǎn)略,操作方面的效果。