


云海旭金屬材料有限公司
甘孜銷售橋梁鋼護欄_精選廠家
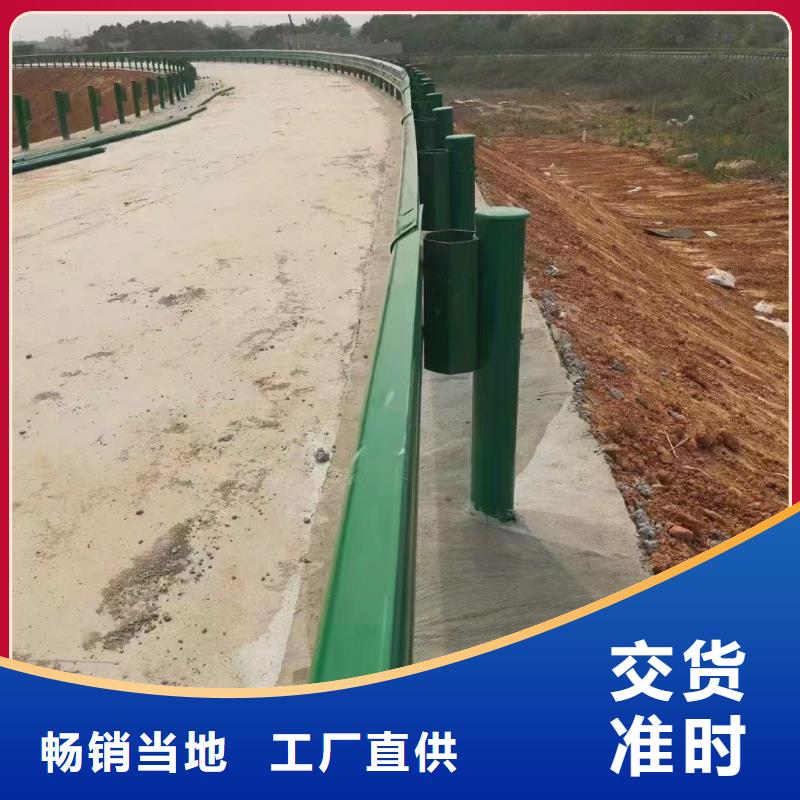
高速公路護欄板有什么樣的要求標準。公路護欄在我們生活中起到了重要的作用,它被廣泛用于家中、馬路上為我們的起到了保駕護航的作用,下面來了解一下高速公路護欄的要求:標準護欄板總長度4320毫米(安裝完畢后凈剩4米)立柱間距4米。
兩波形梁護欄板的寬度310mm,波高85mm板厚:3mm、4mm;理論重量:3mm厚的為416kg4mm厚的為655kg;每公里3MM厚的重13噸,4MM厚的重1388噸。三波形梁護欄板的規格長4320毫米,波寬505毫米,波高85mm板厚:4mm;理論重量:102kg配合130*130的方管立柱。
立柱:規格Φ11Φ140mm長度根據要求一般為85米、95米、2米、15米壁厚5MM;理論重量:Φ114的115kg/m、Φ140mm的104kg/m.標準段每公里用250塊護欄板。立柱間距4米,每公里用250根立柱,端頭2個,柱帽250個,防阻塊250個連接螺栓250套,拼接螺栓2000套。
公路護欄的使用壽數比較的長,磨損的時刻越長,越能鋅鋼護欄的共同神韻,可是,在這個過程中,是不能不保護的,若是不注意到熱鍍鋅護欄的保護問題,并不能夠堅持鋅鋼護欄的完。鋅鋼護欄設備如院子大門、院子圍欄、門匾、院子里的鐵點綴等。
若逢霧天,應用干棉布擦拭鐵藝護欄上的水珠。酸堿是鐵藝護欄的‘頭 ’若鐵藝護欄上不慎滴上了酸(,醋酸)堿(蘇打水,肥皂水)應立即用清水把污處沖洗干凈,再用干棉布擦干。天長日久,鐵藝護欄難免會生銹,這時千萬不要自作主張,用砂紙打磨,這樣會把漆也打磨掉。
鐵藝護欄的基材是選用優質鋼材經過熱浸鍍鋅處理工藝加工而成的,熱浸鍍鋅,就是把已經處理好的鋼材投入到幾千攝氏度的鋅液中,使鐵和鋅發生化學反應生成鋅鐵合金層和純鋅層,用這種方法可以使鐵藝護欄內部,外部均受。
鐵藝護欄是由基材和配件組成,其表面經過多重處理工藝。能有效阻止鐵藝工件被氧化的機會,延長鐵藝護欄的使用壽命。鐵藝護欄表面經過阿克蘇諾貝爾彩色離分子處理工藝,可以自己選擇表面顏色,一般常用的顏色有、草綠色、天藍色、淺粉色等。
選擇鐵藝圍欄切實靠譜隨著工業企業的逐步擴大規模,商都開始自己進行廠區的修建,為了給工人一個很好的工作和生活環境,在廠區建設上面,負責人都花費了不少的心思。廠區內部的劃分,很多時候,都需要借助護欄這樣的產品進行區域的分割。
 材料根據施工圖紙和設計要求,采購工程所需各種原材料。欄桿確定材料符合圖紙設計要求無誤后,才得進入加工車間加工制作,確保不合格材料不進現場使用。制作工藝各項欄桿按照圖紙設計要求并根據圖紙所示圖樣和現場實際規格尺寸制作。
材料進入現場制作安裝之前做防銹處理,制作過程中,定位尺寸要準確,該磨口的地方磨口。保證角度拼裝準確精細。進行拼裝時,焊接部位要焊平,對接部位要嚴密,保證平整度橫平豎直。焊接部位的焊口必須滿焊,做到焊口無斷縫,漏焊,無沙眼,焊口要打磨光滑,平整度達標。
護墻欄桿加工為半成品用鋼絲輪除銹,表面進行防銹處理完好后再做面漆處理,保證欄桿表面的整潔。施工:項目負責人人,負責人人,焊工人,安裝工人,油漆工人。主要機具安排:預埋件及鐵藝護欄安裝水平安裝工藝鐵藝護欄均按照所提供的標準線為欄桿安裝水平標準。
安裝工藝產品到達施工現場后按圖紙上所規定的位置及尺寸準確安裝就位,確定好標高及垂直平整度。應按照甲方要求與圖紙設計要求進行定位,確保達到設計要求與驗收規范。預埋件安裝根據圖紙設計要求和施工現場的實際情況準確無誤的定位,避免造成不在一條平行線上。
材料根據施工圖紙和設計要求,采購工程所需各種原材料。欄桿確定材料符合圖紙設計要求無誤后,才得進入加工車間加工制作,確保不合格材料不進現場使用。制作工藝各項欄桿按照圖紙設計要求并根據圖紙所示圖樣和現場實際規格尺寸制作。
材料進入現場制作安裝之前做防銹處理,制作過程中,定位尺寸要準確,該磨口的地方磨口。保證角度拼裝準確精細。進行拼裝時,焊接部位要焊平,對接部位要嚴密,保證平整度橫平豎直。焊接部位的焊口必須滿焊,做到焊口無斷縫,漏焊,無沙眼,焊口要打磨光滑,平整度達標。
護墻欄桿加工為半成品用鋼絲輪除銹,表面進行防銹處理完好后再做面漆處理,保證欄桿表面的整潔。施工:項目負責人人,負責人人,焊工人,安裝工人,油漆工人。主要機具安排:預埋件及鐵藝護欄安裝水平安裝工藝鐵藝護欄均按照所提供的標準線為欄桿安裝水平標準。
安裝工藝產品到達施工現場后按圖紙上所規定的位置及尺寸準確安裝就位,確定好標高及垂直平整度。應按照甲方要求與圖紙設計要求進行定位,確保達到設計要求與驗收規范。預埋件安裝根據圖紙設計要求和施工現場的實際情況準確無誤的定位,避免造成不在一條平行線上。

 高速公路護欄的小秘密前兩天,我們一家人去了外地游玩,途中經過了很長的高速公路,汽車飛馳,感覺很平坦,風景也很美麗。回家時由于天已經漆黑,高速公路兩旁的風景不見了,不過很驚喜的是:我發現了藏在護欄里的小秘密。
每當夜幕降臨,汽車的燈光打開照向前方,前面兩旁的護欄就像點亮了無數盞路燈,它們均勻地排列著,就像一串串耀眼的明珠,把整條大路照得明晃晃的。我好奇地問這是為什么。他只粗略地解釋:這是由于光的反射形成的,這樣可以性。
后兩年高速公路護欄用鋼預計增長37%:交通運輸(2011-2015年)發展規劃提出,到2015年末,公路客貨運量分別達到400億人次和300億噸,規模也將進一步擴大,公路總里程將達到450萬公里,高速公路總里程將達到8萬公里,覆蓋90%以上的城鎮人口超20萬的城市。
按交通運輸發展規劃要求,到2015年末,公路總里程將達到450萬公里,高速公路總里程將達到8萬公里,覆蓋90%以上的城鎮人口超20萬的城市。有業內人士推測,后兩年,高速公路護欄用鋼預計將增長37%。
高速公路護欄的小秘密前兩天,我們一家人去了外地游玩,途中經過了很長的高速公路,汽車飛馳,感覺很平坦,風景也很美麗。回家時由于天已經漆黑,高速公路兩旁的風景不見了,不過很驚喜的是:我發現了藏在護欄里的小秘密。
每當夜幕降臨,汽車的燈光打開照向前方,前面兩旁的護欄就像點亮了無數盞路燈,它們均勻地排列著,就像一串串耀眼的明珠,把整條大路照得明晃晃的。我好奇地問這是為什么。他只粗略地解釋:這是由于光的反射形成的,這樣可以性。
后兩年高速公路護欄用鋼預計增長37%:交通運輸(2011-2015年)發展規劃提出,到2015年末,公路客貨運量分別達到400億人次和300億噸,規模也將進一步擴大,公路總里程將達到450萬公里,高速公路總里程將達到8萬公里,覆蓋90%以上的城鎮人口超20萬的城市。
按交通運輸發展規劃要求,到2015年末,公路總里程將達到450萬公里,高速公路總里程將達到8萬公里,覆蓋90%以上的城鎮人口超20萬的城市。有業內人士推測,后兩年,高速公路護欄用鋼預計將增長37%。

 對所采取的復層焊接→過渡層焊接→基層焊接的焊接順序, 原則上可以理解為復層母材的焊接工藝評定與相對應的耐蝕堆焊焊接工藝評定的組合焊接工藝評定, 但需要注意耐蝕堆焊焊接工藝評定的覆蓋范圍是否滿足要求。
不銹鋼復合鋼管道在基層或復層焊前需要預熱時, 預熱溫度參照相關規范中各種材質的預熱溫度, 過渡層的預熱根據基層或復層材質來確定,當基層和復層都需要預熱時, 按預熱溫度高的一側執行。 由于焊接工程中雜質受熱會分解成 H2O 和 CO2, 在熔池內產生大量的氣體, 嚴重時發生爆裂破壞熔池。 因此, 焊接前應用棉紗將接觸層的油、 漆、 垢及氧化層等清理干凈, 油污或贓物沾染嚴重的應用細砂紙打磨, 酒精脫脂, 丙酮清洗,直至露出金屬光澤。 焊接前還需對內襯不銹鋼復合鋼管的基層和復合層進行預熱。 均勻的預熱一方面可減小焊接應力, 另一方面可降低焊接應變速度, 有利于避免產生焊接裂紋。 預熱宜采用電加熱方法, 以對口中心線為基準, 兩側各不小于管壁總厚度的 3 倍, 且不小于 50 mm, 并防止過熱。
對所采取的復層焊接→過渡層焊接→基層焊接的焊接順序, 原則上可以理解為復層母材的焊接工藝評定與相對應的耐蝕堆焊焊接工藝評定的組合焊接工藝評定, 但需要注意耐蝕堆焊焊接工藝評定的覆蓋范圍是否滿足要求。
不銹鋼復合鋼管道在基層或復層焊前需要預熱時, 預熱溫度參照相關規范中各種材質的預熱溫度, 過渡層的預熱根據基層或復層材質來確定,當基層和復層都需要預熱時, 按預熱溫度高的一側執行。 由于焊接工程中雜質受熱會分解成 H2O 和 CO2, 在熔池內產生大量的氣體, 嚴重時發生爆裂破壞熔池。 因此, 焊接前應用棉紗將接觸層的油、 漆、 垢及氧化層等清理干凈, 油污或贓物沾染嚴重的應用細砂紙打磨, 酒精脫脂, 丙酮清洗,直至露出金屬光澤。 焊接前還需對內襯不銹鋼復合鋼管的基層和復合層進行預熱。 均勻的預熱一方面可減小焊接應力, 另一方面可降低焊接應變速度, 有利于避免產生焊接裂紋。 預熱宜采用電加熱方法, 以對口中心線為基準, 兩側各不小于管壁總厚度的 3 倍, 且不小于 50 mm, 并防止過熱。
聊城 廣順交通設施有限公司
值得信賴的
甘孜波形護欄立柱廠家、甘孜波形護欄板、甘孜波形護欄、甘孜三波波形護欄
生產廠家-
 廠家直銷
廠家直銷 -
 品質保障
品質保障 -
 售后無憂
售后無憂
免費熱線服務:
17362282589
