
想一睹珩磨管高精度珩磨管實地大廠產品的真實風采嗎?我們的現場實拍視頻將帶您親臨現場,感受產品的卓越品質和創新設計,不容錯過!
以下是:珩磨管高精度珩磨管實地大廠的圖文介紹

如何給珩磨管設置定壓1、脫落切削階段,這種定壓珩磨,開始時由于孔壁粗糙,油石與孔壁接觸面積小,接觸壓力大,孔壁的凸出部分快被磨去。而油石表面因接觸壓力大,加上切屑對油石粘結劑的磨耗,使磨粒與粘結劑的結合強度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進行,孔表面越來越光 ,與油石接觸面積越來越大,單位面積的接觸壓力下降,切削效率降低。同時切下的切屑小而細,這些切屑對粘結劑的磨耗也小。因此,油石磨粒脫落少,此時磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 負荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續珩磨時油石和孔表面的接觸面積越來越大,細的切屑堆積于油石與孔壁之間不易排除,造成油石堵塞,變得光滑。因此油石切削能力低,相當于拋光。若繼續珩磨,油石堵塞嚴重而產生粘結性堵塞時,油石完全失去切削能力并嚴重發熱,孔的精度和表面粗糙度均會受到影響。此時應盡快結束珩磨。


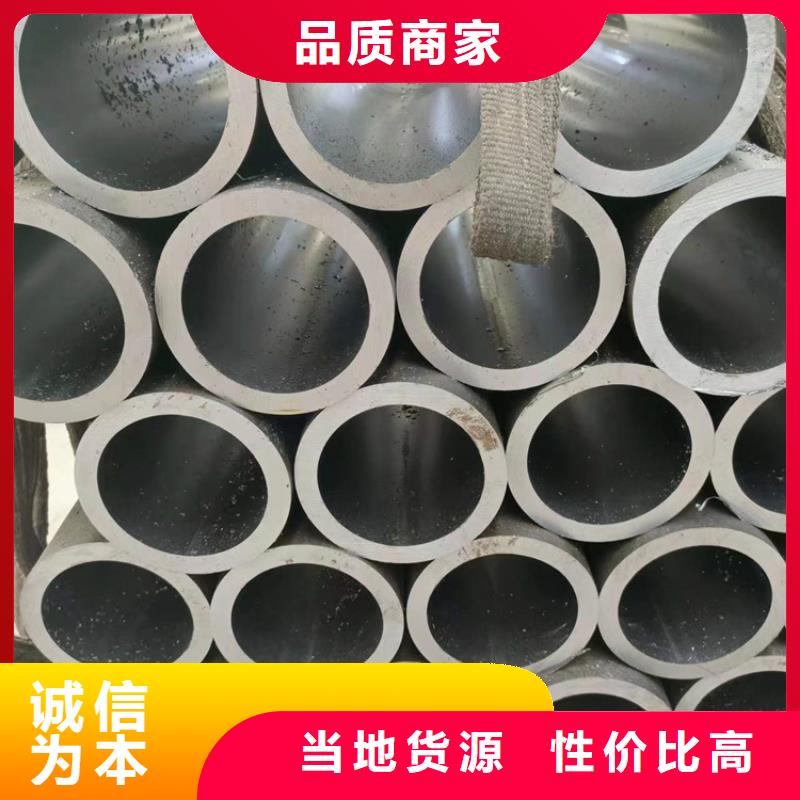
滾壓加工的原理是利用金屬在常溫狀態下的冷塑性特點,珩磨管利用滾壓工具對工件施加一定的壓力,使工件表層金屬產生塑性流動,從而降低工件表面的粗糙程度。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,提高金屬硬度和強度,改善工件表面的耐磨性、耐蝕性和配合性。油缸專用絎磨管生產加工工藝我廠擁有多臺大型珩磨機和專業的操作人員。主要生產液壓缸筒,標準絎磨管,高精度冷拔管,氣缸管等產品。特殊要求的需定制且雙方協議即可! 絎磨管是用4~6根砂條組成的珩磨頭對內孔進行光整加工。珩磨不但生產率高,并且加工精度也很高,一般尺寸精度可達IT5~IT6級,表面粗糙度可達0.8~0.1μm,并且能修正孔的幾何形狀偏差。



九冶管業有限公司主要從事 四川雅安研磨管的研發、設計、銷售、并且為客戶提供熱情的服務。將 四川雅安研磨管產品帶給客戶,以市場為導向,專業從事 四川雅安研磨管的生產加工。細抓每一個工作環節,逐步建立和完善質量保證體系,不斷提高服務水平。