L415管線管全國配送
更新時間:2025-01-11 07:59:54 瀏覽次數(shù):8
以下是:L415管線管全國配送的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 電議 |
|---|
| 發(fā)貨期限 | 電議 |
|---|
| 供貨總量 | 10000噸 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 最小起訂 | 0 |
|---|
| 質(zhì)量等級 | 一級 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | L245、L290、L360等 |
|---|
| 產(chǎn)品品牌 | 鵬鑫 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 山東聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產(chǎn)品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品顏色 | 黑色 |
|---|
| 適用領(lǐng)域 | 用于石油、天然氣工業(yè)中的氣、水、油輸送等 |
|---|
| 是否進(jìn)口 | 否 |
|---|
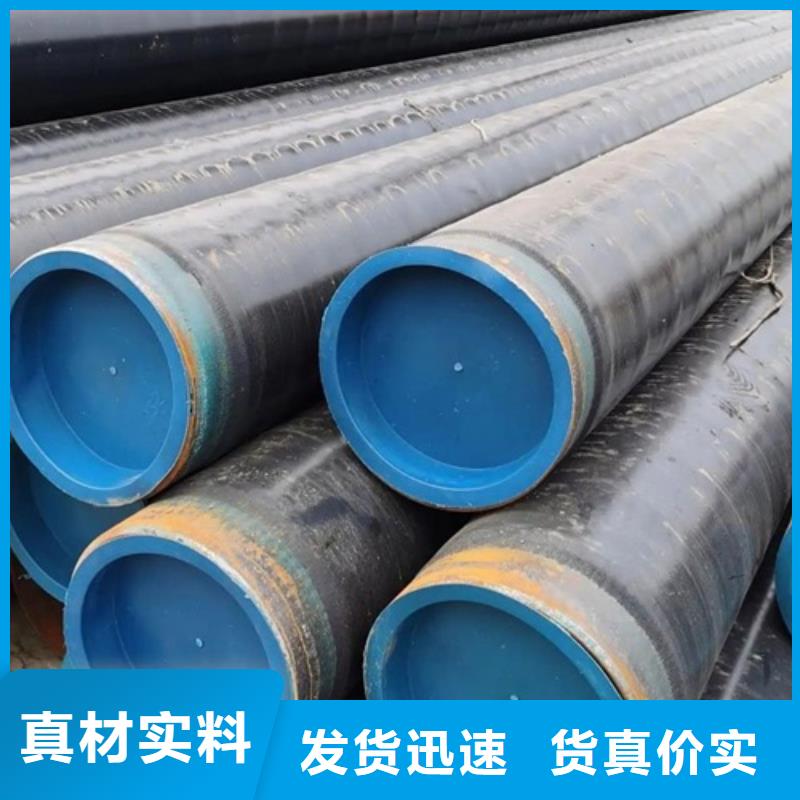
以下是:L415管線管全國配送的圖文視頻
導(dǎo)讀 今年在四川省涼山市購買L415管線管全國配送有了新選擇,鵬鑫鋼鐵有限公司始終堅(jiān)守以用戶為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷,確保為您提供價格實(shí)惠且品質(zhì)卓越的L415管線管全國配送產(chǎn)品。如需購買或咨詢,請隨時聯(lián)系我們,聯(lián)系人:李經(jīng)理-15106358106,QQ:595117986,地址:聊城山東聊城經(jīng)濟(jì)開發(fā)區(qū)武夷山路發(fā)貨到四川省 涼山市 西昌市、鹽源縣、德昌縣、會理市、會東縣、寧南縣、普格縣、布拖縣、金陽縣、昭覺縣、喜德縣、冕寧縣、越西縣、甘洛縣、美姑縣。 四川省,涼山彝族自治州 涼山自古就是通往云南和東南亞的重要通道、“南方絲綢之路”的重鎮(zhèn);地處“大香格里拉旅游環(huán)線”腹心地帶,有A級景區(qū)27個,其中4A級景區(qū)9個,有邛海—瀘山、邛海濕地公園、建昌古城、唐園、大石板古村、螺髻山、瀘沽湖、西昌衛(wèi)星發(fā)射中心、文昌故里等景點(diǎn);有反映奴隸社會形態(tài)的博物館—涼山奴隸社會博物館,有彝族漆器傳統(tǒng)技藝等18項(xiàng)非物質(zhì)文化遺產(chǎn),“彝族火把節(jié)”是國務(wù)院向聯(lián)合國教科文組織申報的“人類非物質(zhì)文化遺產(chǎn)”,瀘沽湖摩梭文化有“人類母系社會活化石”之稱。2020年9月22日,榮獲2019年度四川省糧食生產(chǎn)“豐收杯”。
涼山L415管線管全國配送
鵬鑫鋼鐵

管線管焊接性質(zhì)
管線管電焊焊接前焊接處盡量拋光處理
盡量把電焊焊接處的熱鍍鋅層拋光處理掉,要不然會導(dǎo)致氣泡、沙孔、假焊等。還會繼續(xù)使焊接變脆,彎曲剛度減少。
管線管電焊焊接特點(diǎn)分析
管線管一般是在低碳鋼外鍍一層鋅,熱鍍鋅層一般在20um厚。鋅的熔點(diǎn)在419°C,溶點(diǎn)908°C左右。在電焊焊接中,鋅熔化成液態(tài)浮在熔池表面或在焊接根部位置。鋅在鐵中具有非常大固質(zhì)量摩爾濃度,鋅液態(tài)會沿位錯多方面浸蝕焊接金屬材質(zhì),低熔點(diǎn)鋅造成“液態(tài)金屬材質(zhì)脆裂”。
此外,鋅與鐵可造成金屬材質(zhì)間延展性化合物,這類延展性相使焊接金屬材質(zhì)塑性形變降低,在拉應(yīng)力場作用下而導(dǎo)致裂縫。
倘若電焊焊接角焊縫,尤其是在是T形聯(lián)接頭的角焊縫很容易導(dǎo)致通過裂縫。管線管電焊焊接時,焊縫表面及邊緣處的鋅層,在電孤熱作用下,導(dǎo)致氧化、融化、蒸發(fā)以至揮傳來奶白色煙塵和蒸汽,很容易導(dǎo)致焊接出排氣口。
由于氧化而發(fā)生的ZnO,其熔點(diǎn)較高,約1800°C上下,若在電焊焊接整個過程中基本參數(shù)偏小,將導(dǎo)致ZnO焊疤,此外。由于Zn變?yōu)槌鮿?dǎo)致FeO-MnO或FeO-MnO-SiO2低熔點(diǎn)氫氧化物焊疤。其次,由于鋅的蒸發(fā),揮傳來許多的奶白色煙塵,對人體有刺激、危害作用,因此,盡量把電焊焊接處的熱鍍鋅層拋光處理處理掉。

涼山L415管線管全國配送


鵬鑫鋼鐵
總結(jié) 聯(lián)系人:李經(jīng)理,電話:15106358106,鵬鑫鋼鐵有限公司在四川省涼山市本地專業(yè)從事L415管線管全國配送,四川省涼山市各個縣市以及周邊城市均可提供送貨上門服務(wù)!