您的位置>首頁 >廣安本地行業頻道 >
球墨鑄鐵QT500-7球鐵棒那可以買到
更新時間: 2025-02-06 21:29:49 瀏覽次數:5
以下是:球墨鑄鐵QT500-7球鐵棒那可以買到的產品參數
| 產品參數 |
|---|
| 產品價格 | 5.6元/kg |
|---|
| 發貨期限 | 當天發貨 |
|---|
| 供貨總量 | 88888 |
|---|
| 運費說明 | 議定 |
|---|
| 最小起訂 | 5 |
|---|
| 質量等級 | 國標 |
|---|
| 是否廠家 | 廠家 |
|---|
| 產品材質 | 鑄鐵棒 |
|---|
| 產品品牌 | 億錦 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 山東 |
|---|
| 產品名稱: | 鑄鐵型材 |
|---|
| 生產工藝: | 水平連鑄 |
|---|
| 產品優勢: | 無氣孔/無砂眼 |
|---|
| 產品用途: | 機械加工/精密制造 |
|---|
| 產品價格: | 5.6元/公斤 |
|---|
以下是:球墨鑄鐵QT500-7球鐵棒那可以買到的圖文視頻
導讀 您是想要在四川省廣安市采購高質量的球墨鑄鐵QT500-7球鐵棒那可以買到產品嗎?億錦天澤鋼鐵有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的球墨鑄鐵QT500-7球鐵棒那可以買到產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:邢濤-18954456733,QQ:1799311315,地址:《聊城開發區鳳凰工業園發貨到四川省 廣安市 岳池縣、武勝縣、鄰水縣、華鎣市》。 四川省,廣安市 廣安歷史悠久,自北宋開寶二年(969年)取“廣土安輯”之意設廣安軍,“廣安”之名沿襲至今,于1998年7月撤地設市。廣安是重慶都市圈北部副中心城市,是改革開放和現代化建設的總設計師鄧小平同志的家鄉,擁有“偉人故里、濱江之城、川東門戶、紅色旅游勝地”四張名片,市內有5A級旅游景區鄧小平故里等風景名勝。廣安市培育了以數學家何魯、革命先烈許建業等為代表的一大批專家學者、仁人志士。文化底蘊深厚,孕育了云童舞、岳池燈戲等獨特民俗風情,獲得全國文明城市、園林城市等殊榮。2022年,四川省人民政府明確廣安建設四川自貿試驗區協同改革先行區。

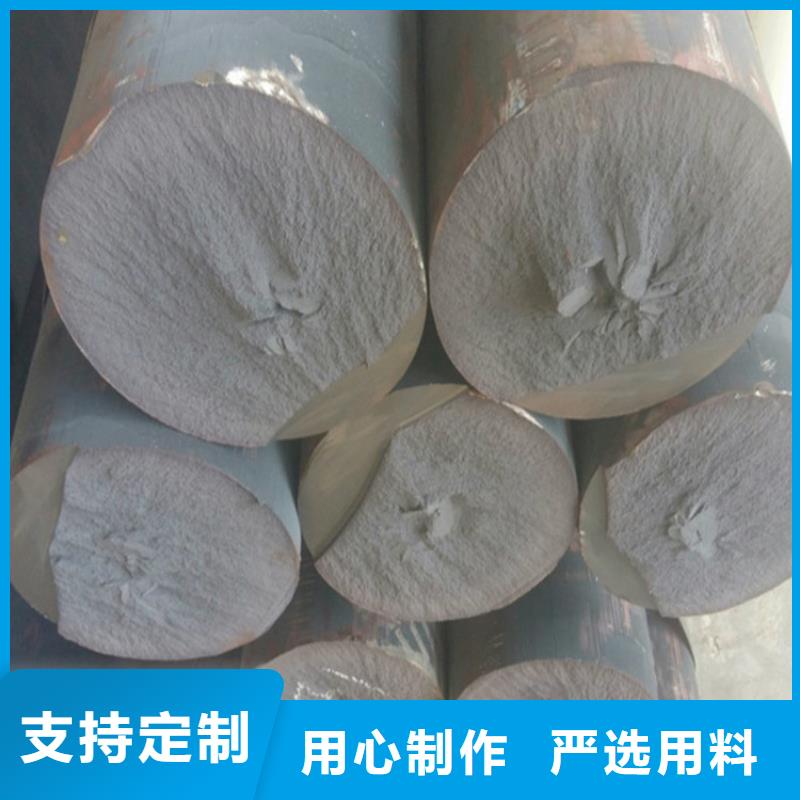
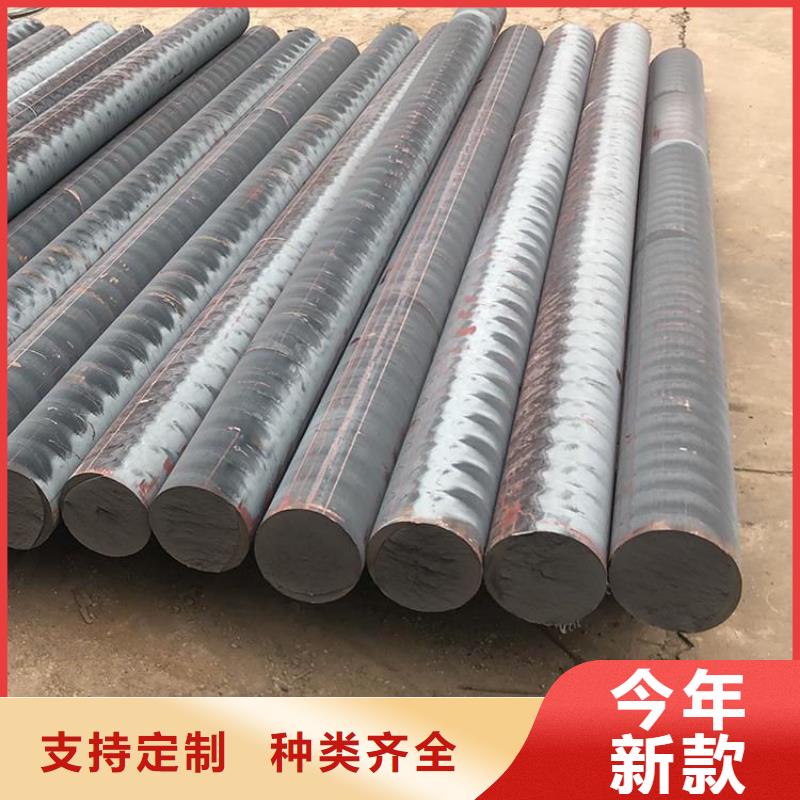
目前水平連鑄工藝并不成熟,因而需要采用數值模擬技術對水平連鑄成型模擬,并進行工藝輔助設計。目前大多數公司以ProCAST軟件作為水平連鑄模擬軟件。然而使用ProCAST軟件模擬鑄鐵件水平連鑄成型過程時,縮孔分布模擬結果與實際情況不符;另一方面水平連鑄多采用經驗設計法設計費時費力;此外目前關于晶粒生長方面的研究還不能有效控制鑄鐵型材的性能。鑄鐵型材在重工業中需求量大,被廣泛應用于交通運輸、機床、印刷、農業機械等支柱行業。對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。下凹及鼓肚現象基本消失。反弧度法工藝制各的鑄鐵型材組織更為均勻,力學性能更為優良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。拉坯工藝參數為輸出的控制模型。仿真實驗表明本文建立的拉坯工藝參數GA-BP神經網絡控制模型可以用于拉坯工藝參數自適應整定,所獲得拉坯工藝參數能夠用于實際生產系統,實現高質量、率的鑄鐵型材水平連鑄拉坯生產。,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。一種水平連鑄工藝設計中澆冒結合的設計方法。工藝設計階段對軸承座進行凝固分析,得出了鑄鐵型材各部分的模數后,使用截面比設計法、均衡凝固設計法來定量化設計澆冒口系統的尺寸。
億錦天澤鋼鐵有限公司
廣安球墨鑄鐵QT500-7球鐵棒那可以買到

基于原鐵水冶金狀態綜合評價的球化孕育處理工藝的優化控制與調節方法.選取有效特征參數表征原鐵水冶金狀態并建立一個綜合評價模型用于實際生產過程中原鐵水合格冶金狀態確定和球化劑添加量的精準計算.在球化處理、孕育處理和鑄件澆注之前均設置球化、孕育效果測評與調控環節以實現生產過程的閉環控制.動態調控系統主要由原鐵水冶金狀態調控子系統、球化處理與效果調控子系統、孕育處理與效果調控子系統和鐵水球化孕育終調子系統構成.經實驗室條件下模擬運行證明基于原鐵水冶金狀態評價的動態調控方法及系統可以實現球墨鑄鐵球化孕育處理的優化控制.
對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。
億錦天澤鋼鐵有限公司

總結 今年在四川省廣安市購買球墨鑄鐵QT500-7球鐵棒那可以買到有了新選擇,億錦天澤鋼鐵有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的球墨鑄鐵QT500-7球鐵棒那可以買到產品。如需購買或咨詢,請隨時聯系我們,聯系人:邢濤-18954456733,QQ:1799311315,地址:開發區鳳凰工業園。