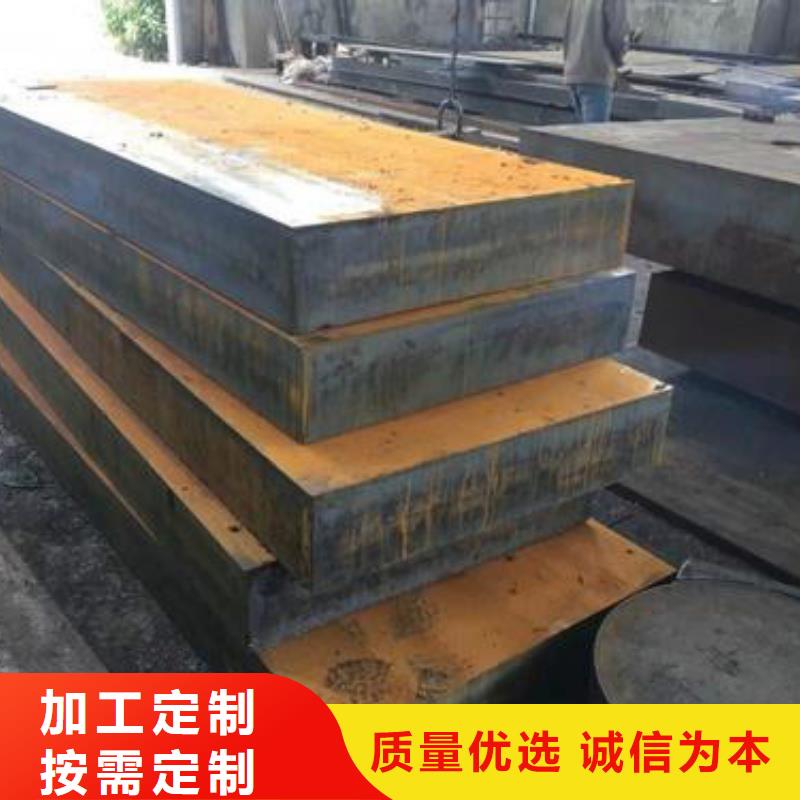
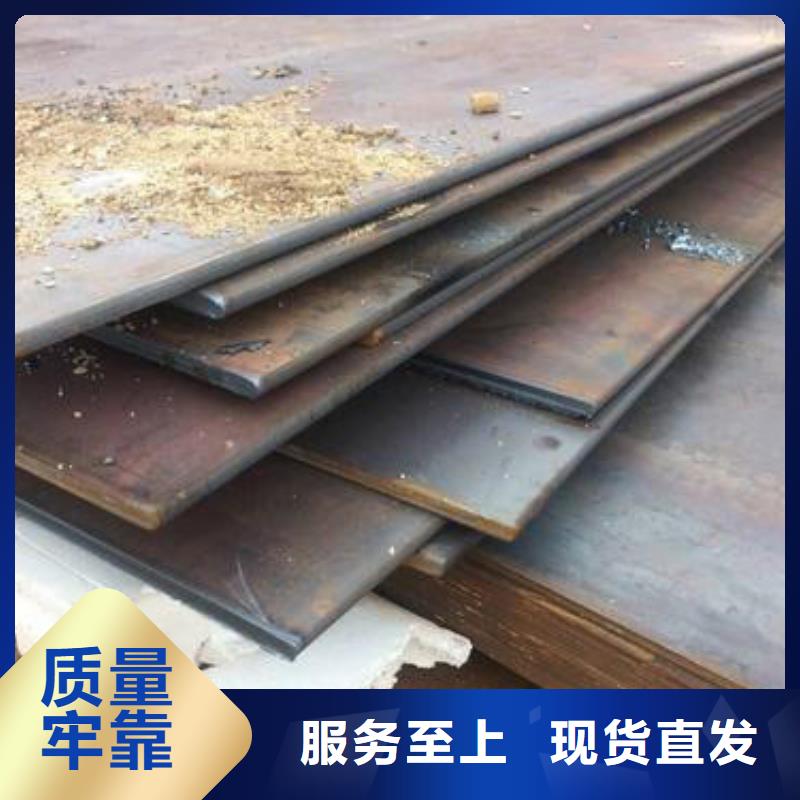

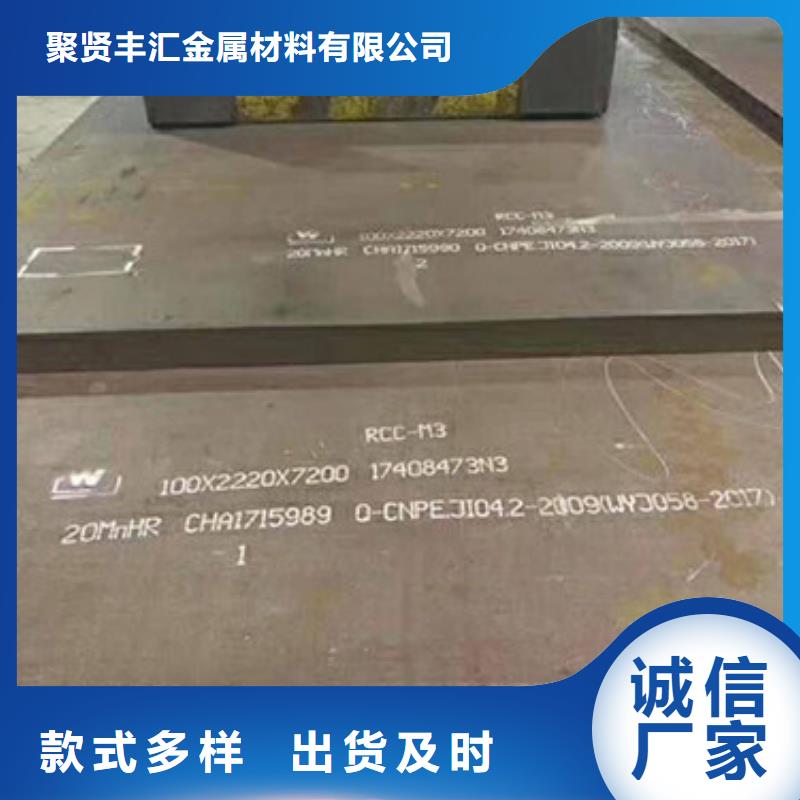

遂寧20Cr圓鋼的圖文介紹
價格美麗工廠價格

你們的信任就是給我們的動力,我們的宗旨是合作共贏,達到雙方的滿意,為您做獨到的 四川遂寧20Cr圓鋼,感謝大家對我們的支持,為您制作好的 四川遂寧20Cr圓鋼產品是我們不懈的動力,多謝大家在百忙之中能夠看到我們聚賢豐匯金屬材料有限公司的信息,只要您一個電話,我們會與您溝通,和以實惠的 四川遂寧20Cr圓鋼價格回報您們的信任,我們歷經多年發展,在 四川遂寧20Cr圓鋼行業已有良好知名度。






20g鍋爐鋼板切割后期導致變形是什么原因
在厚鋼板切割中,溫度是從上表面向下遞減的,切割開始時,氧氣壓力逐漸增加, 在鋼板厚度方向達到一致,這就造成在切割起始位置鋼板厚度方向燃燒不一致,工件切割起始端產生缺陷,為避免缺陷的產生可采用以下方法:
1,采用圓弧進刀增加引入線長度,避免直接切入點,此方法使用效果較好,生產中得到較為廣泛的使用,其缺點是浪費材料。
2,采用引燃棒,該方法就是在切入點處緊貼鋼板厚度增加一塊鋼板,貼緊處不應有縫隙,割刀應從引燃棒上切聚賢鋼板切割入,引燃棒將引導割矩火焰至鋼板底部,使鋼板上下燃燒速度達到一致,得到好的切割段面,引燃棒可采用切割下來的邊角料代替,此種方法減少了工件與板邊的距離,減少了邊角余料的產生,有效地提高了板材利用率,引燃棒在切割特厚鋼板中較為實用。
堆焊復合鋼板由于硬度高,雙層特性,因此機加工需要注意以下事項:。
切割:可用等離子切割,水刀,電火花,碳弧,砂輪鋸將大面積復層鋼板切割成所需要的形狀,方法是用空氣或者惰性氣體等離子弧進行天津鋼板零割切割,方法是從合金背面開始切割,碳弧切割應從基板一面開始切割,如果采用鋸片,只能進行直線切割,需要采用碳化硅鋸片。
20g鍋爐鋼板切割后期導致變形是什么原因
彎曲:堆焊復合鋼板可以進行冷加工成型,根據需要彎曲成所需要的形狀,或弧或圓,凹面成型,合金裂紋由于向內應力將緊閉,凸向成型,裂紋將變大開裂,這是正常現場,如果開裂過大,使用相應焊條進行修補,卷曲成管,按小彎曲半徑進行。
開孔:大孔可以采用等離子切割,小孔使用水刀,電火花等,無錫鋼板加工裝配螺栓用的沉頭孔可以采用特殊工藝進行加工。
焊接:大面積復合鋼板的母材是可焊接性能很好的鋼板,需要兩塊鋼板拼接時,可先將背面母材焊接在一起,然后用相應的堆焊焊條將正面堆焊層填平補齊,堆焊復合鋼板也可以焊接到其他鋼結構上。
塞焊:可用等離子或者碳弧氣刨在堆焊復合鋼板上開孔,通過塞焊的方法與其他鋼結構件連接。
螺栓固定:可以焊接方法將螺栓焊接到鋼板的母材上,然后與其他工件連接,也可以在堆焊復合鋼板上開孔,通過螺栓與其他工件連接。
20g鍋爐鋼板切割后期導致變形是什么原因
鋼板在后期加工時,會因為翹曲導致切割后變形,造成工件報廢,影響用戶正常使用,同時造成企業經濟損失,分析認為鋼板經熱軋后內部及上下表面存在殘余應力,如果殘余應力沿鋼板寬度和長度方向呈不均勻分布,將會對鋼板截面產生一個力矩,使鋼板在分切后發生翹曲,控制措施是:。
層流冷卻造成的內應力不均衡問題主要是由3種不均勻冷卻導致:(1)橫向冷卻嚴重不均勻,(2)厚度方向冷卻不對稱,(3)橫向和厚度方向冷卻不均勻混合。
控制冷卻的橫向均勻性和厚度方向的對稱性,是控制中厚板平直度,降低內應力的條件,橫向冷卻側噴方案是通過改進下集管橫向角度和駐水點等措施達到層流冷卻溫度控制均勻性。
矯直能改善鋼板殘余應力分布,當鋼板在橫斷面上有應力分布不均時,可以需要采取彎輥措施以增加局部變形的方法來補償縱向纖維的長短不齊,達到波浪彎,均勻化鋼板內應力的目的,調節矯直機橫向的凸度值調節也是改善鋼板殘余應力分布的重要措施。