






襯膠管道的過流介質主要參數
| 項 目 | 單位 | 介質名稱 | ||
| 石膏漿液 | 濾液 | 石灰石漿液 | ||
| 流速 | m/s | 2~3 | 2~3 | 2~3 |
| 制作壓力 | MPa(G) | 0.1-1.0 | 0.1-0.6 | 0.1-0.6 |
| 平均密度 | kg/m3 | 1140 | 1000 | 1230 |
| 固體濃度 | Wt% | 20% | 0% | 30% |
| 粒徑分布 |
| / | / | / |
| 粘度 | PaS | ~0.002 | ~0.001 | ~0.004 |
| 離子 |
|
|
|
|
| Cl- | mg/l | 40000 | 20000-40000 | 20000-40000 |
| pH |
| 5~6 | 5~6 | 8~10 |
| 溫度 | ℃ | 20-70 | 20-50 | 10-45 |


縱橫機械制造有限公司主要生產: 四川南充鋼襯塑產品,擁有完整、科學的質量管理體系。公司始終堅持“質量為本 打造誠信企業”的經營理念,公司的誠信和 四川南充鋼襯塑產品質量獲得廣大客戶的認可。歡迎各界朋友蒞臨參觀、指導和業務洽談。 我們以“顧客為先、質量為重、不斷改進、完善服務”為方針,訓練有素的制作員工隊伍,熱情周到、方便及時的售前、售后服務,使我們贏得越來越多的客戶和市場,也使得我們有信心與貴公司攜手并進,開創未來。不斷追求、推陳出新、堅持做好 四川南充鋼襯塑產品堅持質量,為客戶做一些實實在在的事情,竭誠歡迎各界朋友來我廠考察指導!



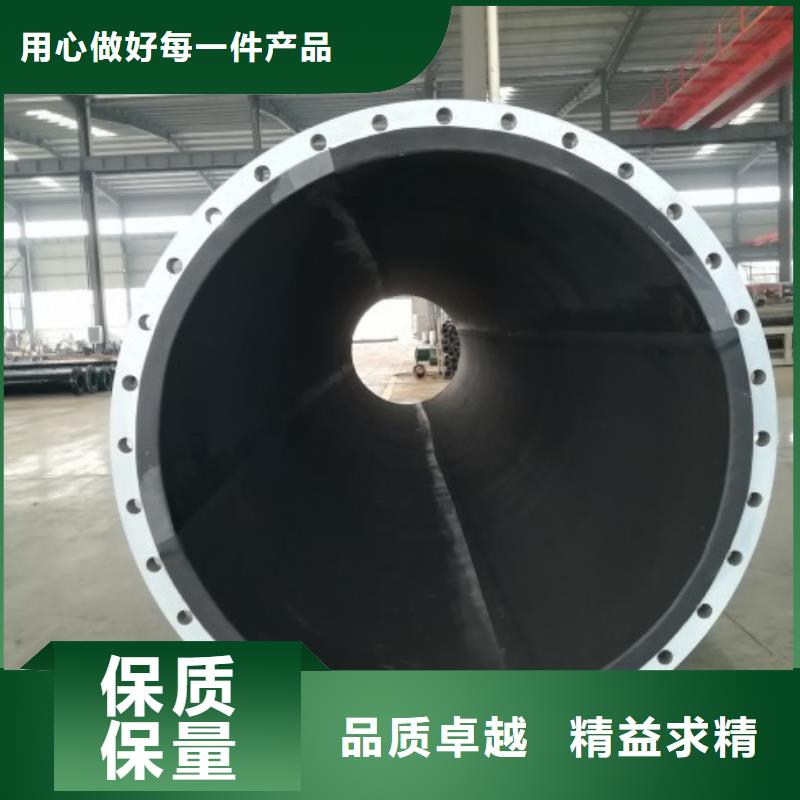
襯膠管道制作流程:
1. 噴砂。經檢驗合格,可以進行襯膠施工的罐體,用吸入式噴砂法進行噴砂除銹。操作風壓不低于0.4~0.5Mpa,所用銅渣(粒徑1.5~2.5mm)干燥后才能使用。噴砂自上而下進行。噴砂操作必須連續,單臺罐體必須當天噴完。罐體體不允許有漏噴現象,粗糙度達到HG32-90《橡膠襯里化工設備》中規定的SA2.5級。罐體里銅渣等各種雜質必須立即清理干凈。
2. 清洗。整個罐體噴砂完工后,用毛刷刷去表面浮塵,邊刷邊用甲苯等溶劑清洗一遍。膠板粘接面(毛面、有細花紋)同時用甲苯等清洗一遍。
3. 涂固化劑。等溶劑揮發干(約10~20min)后,立即涂上固化劑璜時得HSD-450。固化劑薄薄、稀稀地涂上一遍。涂刷要均勻,不允許漏刷、堆積。罐體刷過固化劑,等揮發干后(約25~40min),即可涂刷膠粘劑。刷過固化劑的罐體,不得受水、潮氣、溶劑等侵害和污染,應在10h內涂完膠粘劑,多不能超過24h。
4. 膠粘劑的配制。固化劑的重要百分比為4%~5%。每次稱取璜時得LDJ-246膠粘劑2.4kg,加入HSD-450固化劑一小瓶100g,邊倒邊用刷子攪拌均勻。用刷子沾膠粘劑感覺一下,一提取即往下流、不堆積則正好。若粘度大,可加入甲苯稀釋。配制的膠粘劑必須在4h內用完。
5. 膠板下料。先照罐體下好樣板,再裁膠板,力求準確、節約,適當考慮余量。坡口寬度為厚度的3~3.5倍,坡口處用于提砂輪機打磨。粘合面應保持清潔,不干凈處用甲苯清洗。
6. 涂膠粘劑。在鋼板、膠板粘接面(毛面、有細花紋)各均勻地涂刷兩遍,不得有堆積、漏刷現象。等膠粘劑揮發達“觸干”(用于指粘試,溶劑揮發干但仍有粘性,約20~40min),即可粘貼膠板。涂過膠粘劑的鋼板、膠板,一定要在60min內粘貼完。
7. 襯貼膠板。膠板粘面往鋼板上貼覆,粘貼后,用壓輥滾壓,壓實壓緊,用橡皮錘輕輕振打。坡口搭接方向順液體攪拌流動方向(順時針方向)。膠板不得起皺或受力變薄。補貼順序:頂→罐體四壁→底部。罐體刷過固化劑,等揮發干后(約25~40min),即可涂刷膠粘劑。頂、四壁襯膠完畢、檢驗合格后,方可拆除腳手架進行底部襯膠。
8. 修補、檢驗和保養。膠板襯貼后,進行檢查。若襯膠損壞,必須將膠板割除,用丙酮將修整面清洗,然后重襯。凡有氣泡的地方,要從接口處拉開放氣,然后重新刷膠貼合。單臺罐體襯膠完工后,必須至少停放240h后,才能投入生產使用。
9. 結束語
冷法耐磨橡膠襯里可在現場施工,受襯設備不需運輸,對保護設備殼體,延長設備壽命,防酸、防腐、防磨,密封防泄等起到積極作用。在多項工程案例中證實,冷法橡膠襯里未出現脫膠、翹邊、起鼓、開裂、磨通等不良現象,獲得成功。因此,冷法耐磨橡膠襯里非常值得在有色、黑色礦山、化工、冶金、煤炭、建材、化肥等行業推廣應用。

