更新時間:2025-02-07 08:03:04 瀏覽次數(shù):3 公司名稱: 聚晟護欄制造有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 216/米 |
| 發(fā)貨期限 | 3-7天 |
| 供貨總量 | 98989868 |
| 運費說明 | 電議 |
| 最小起訂 | 100米 |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 聚晟 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 山東聊城 |
| 產(chǎn)品產(chǎn)地 | 山東聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產(chǎn)品顏色 | 可定制 |
| 適用領域 | 橋梁 道路 公路 公園 市政 |





不銹鋼復合管護欄供需面好轉(zhuǎn),成本傳導順暢 成本傳導是否順暢,可以反映市場的供求狀況。一般來說,當不銹鋼復合管護欄市場供求狀況基本平衡時,原材料與成本價格的雙向傳導機制將會較為順暢,原材料的價格上漲可以較好地推動成品價格的上漲,成品價格的上漲也可以拉動原材料價格的上漲,反之亦然。而近期鐵礦石與不銹鋼碳素鋼復合管價格的聯(lián)袂上漲就很好地表現(xiàn)出這一特點,表明市場的供求基本平衡。 不銹鋼碳素鋼復合管廠家復產(chǎn)導致市場供應量持續(xù)增加,季節(jié)性淡季使得短期需求趨于萎縮,短期內(nèi)滬鋼或存在回調(diào)可能。由于明年宏觀經(jīng)濟向好,加之城鎮(zhèn)化有望加速,房地產(chǎn)市場回暖,不銹鋼碳素鋼復合管需求將會趨于旺盛,明年滬鋼有望迎來小牛市,但產(chǎn)能過剩局面將會抑制不銹鋼碳素鋼復合管價格的漲幅。

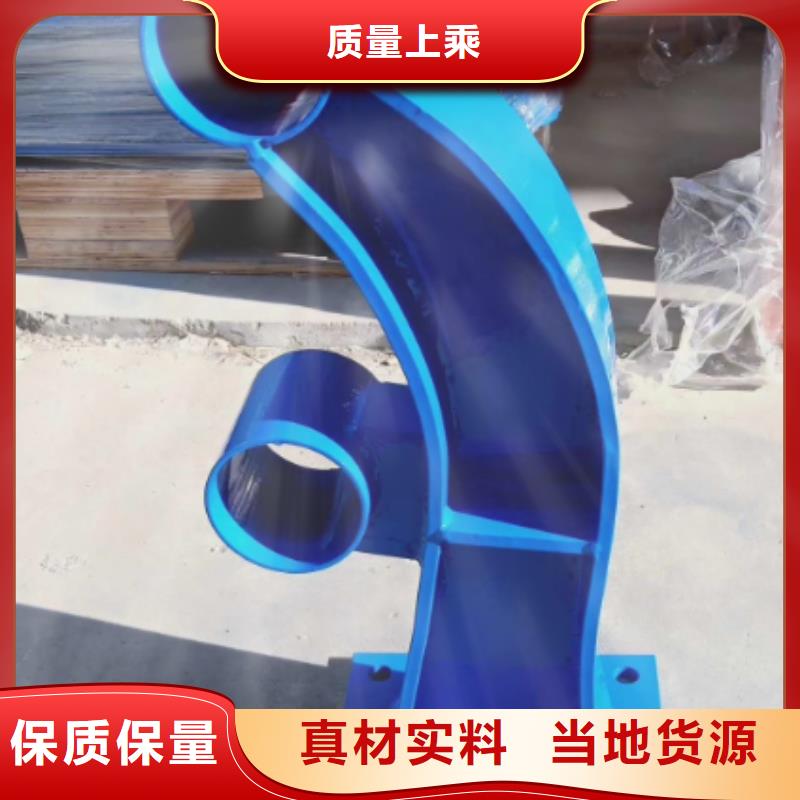
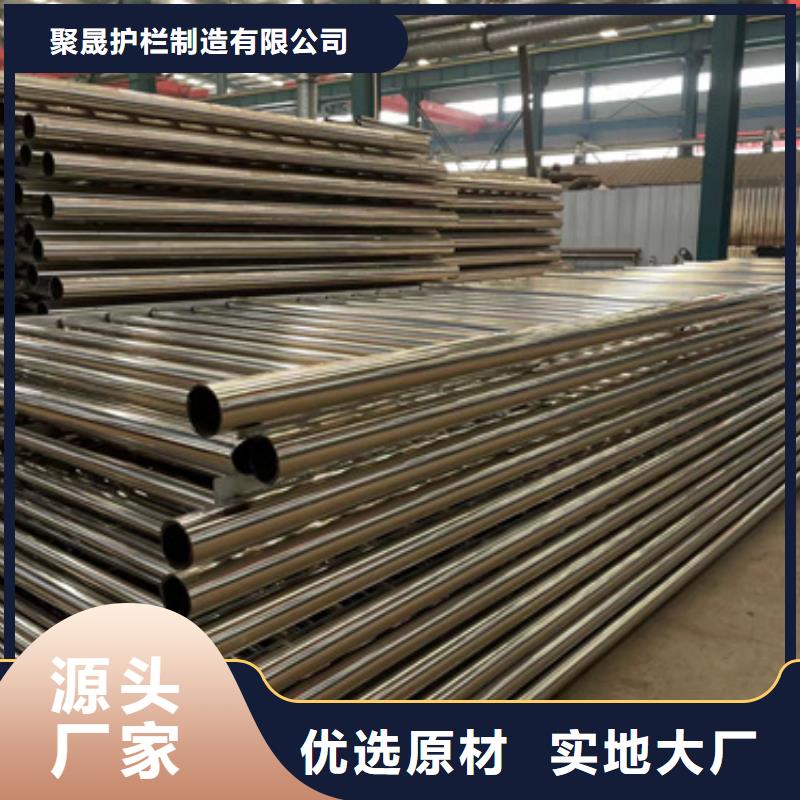
不銹鋼復合管在大家的生產(chǎn)制造、日常生活無所不在,具有了非常大的。它的品質(zhì)的優(yōu)劣危害著我們的日常生活,我們在對其開展制做的全過程中嚴苛依照有關技術標準開展解決,那樣才可以確保其產(chǎn)品質(zhì)量,下邊解讀下相關不銹鋼復合管開展熱處理工藝和冷撥有關流程。我們在不銹鋼復合管開展熱處理工藝或冷拉。破孔,經(jīng)熱破孔后的精軋管,使棒料與板材做到步冶金工業(yè)融合。接著按客戶以生產(chǎn)制造無縫管的加工工藝可開展冷擠壓、熱扎(或冷拉)。直到做到客戶所期待的規(guī)格規(guī)定,那樣就獲得了仿佛由單一材料構(gòu)成的管道。它把表層的沖擊韌性和里襯的耐腐蝕性能融合了起來。像海外企業(yè)大部分都選用的是這類加工工藝。我們在對不銹鋼復合鋼板型號電焊焊接的情況下將二種不一樣材料的方坯用超功率大的熱軋機開展熱復合型,隨后用uo加工工藝疊成精軋管,再開展縱縫電焊焊接。選用這類方式生產(chǎn)制造復合型無縫鋼管的生產(chǎn)流程為:熱軋鋼板坯用機械設備或化學方法解決二層方坯,待復合型表層uo成型精軋管,構(gòu)成兩層板開展熱扎復合型縱縫電焊焊接擴管熱處理工藝。由于不銹鋼復合管有著漂亮的外型和耐腐蝕、碳素鋼管抗壓強度高、剛度好及質(zhì)優(yōu)價廉的特。愈來愈遭受眾多顧客的鐘愛,也在大家日常生活具有了非常大的,因此我們在制做上邊分外留意,才可以確保商品的品質(zhì)通關。
綿陽采購燈光護欄必看-值得信賴
不銹鋼復合管具有以下優(yōu)點: 不生垢、不結(jié)瘤、耐腐蝕在鋼管內(nèi)復合薄壁不銹鋼管,不銹鋼管的材質(zhì)為“GB12771-2000流體輸送用不銹鋼焊接鋼管”規(guī)定的0Cr18Ni9(美國標準為AISI304),由于鋼中含有18%的鉻,在使用過程中管道內(nèi)壁形成一層極薄的氧化鉻薄膜,該薄膜阻止金屬繼續(xù)氧化,故不銹鋼有很強的耐腐蝕性能,http://www.sdsgg.com/不僅能承受水和空氣的腐蝕,而且可以承受弱酸弱堿的腐蝕。外復不銹鋼管的厚度有0.4-1.2毫米,而鍍鋅鋼管的鍍鋅層厚度僅為0.07毫米,厚度相差5.7-17倍,不銹鋼的耐腐蝕性和致密性又強于鍍鋅鋼管鍍鋅層。所以,內(nèi)襯不銹鋼復合鋼管在使用過程中不用擔心因內(nèi)壁銹蝕產(chǎn)生結(jié)垢、結(jié)瘤而使內(nèi)孔縮小。 可以焊接 3.1內(nèi)襯不銹鋼復合鋼管之間可以采用焊接。焊接工藝可參照GB/T13148-1991“不銹鋼復合鋼板焊接技術條件”。3.3 焊前應采用機械方法及有機溶劑,焊縫表面和焊接坡口兩側(cè)至少各20mm范圍內(nèi)的油污、銹跡、金屬屑、氧化膜及其他污物。3.4 焊條采用GB/T983 “不銹鋼焊條”規(guī)定的A302(E309)焊條規(guī)格為Φ3.2. 3.5 焊接方法采用手工電弧焊;對要求較高的焊縫可以采用鎢極氬弧焊打底,在接近碳鋼部位用手工電弧焊,或者全部采用鎢極氬弧焊。采用鎢極氬弧焊時,焊絲采用同E309相同成分的A302焊絲。 焊接設備焊接設備應滿足焊接工藝要求,并符合有關設備標準的規(guī)定。采用手工電弧焊時采用直流電焊機。3.6 焊接程序先焊復材(不銹鋼管),再焊過渡層, 焊基材(碳鋼管)。3.7 焊接要求復材焊縫表面應盡可能與復材表面保持平整、光順。焊接過渡層時,要在保證熔合良好的前提下,盡量減少基材金屬的熔入量,即降低熔和比。為此應采用較小直徑的焊條或焊絲,及較小的焊接絲能量。對接焊縫的余高應不大于1.5mm。