

<自貢>鵬鑫鋼鐵
自貢Q235焊管全國配送

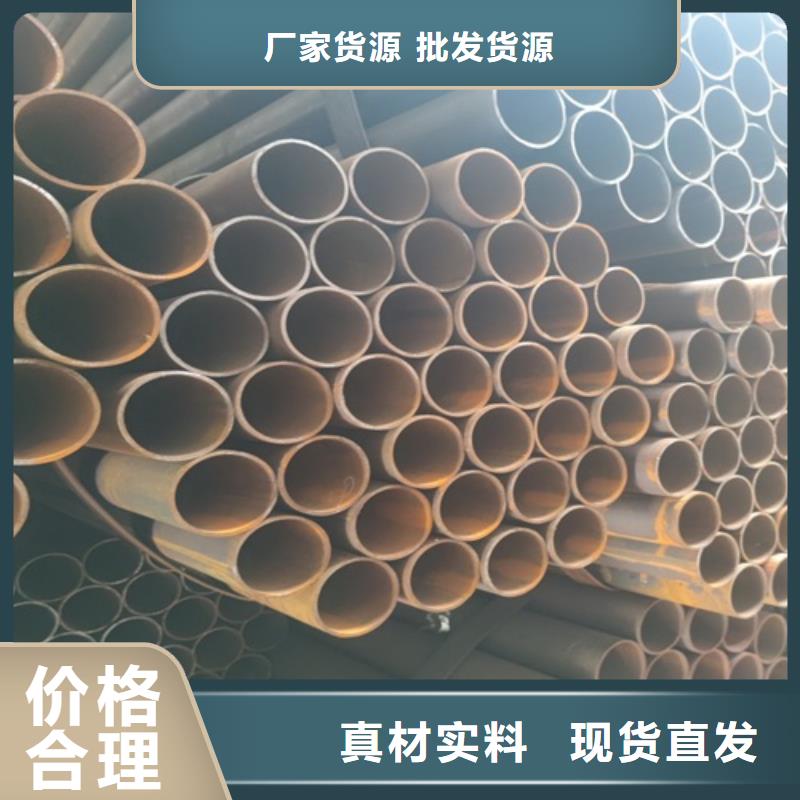
自貢小口徑焊管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。 自貢小口徑焊管生產工藝 (1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。 (2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。 (3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。 (4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。 (5)采用外控或內控輥式成型。 (6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。 (7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。 (8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。 (9)采用空氣等離子切割機將鋼管切成單根。 (10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。 (11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。 (12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。 (13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。 (14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。



自貢焊管焊縫質量指標 在進行焊接工作的過程中,務必要注意焊縫的質量。正常情況下,焊管的焊縫從外觀上來看的話,其的單面焊縫外觀成形良好,而且平滑整齊,熔寬及加強高等均符合相應的要求。此外,所產生的焊接缺陷明顯要比手工電弧焊單面焊雙面成形工藝出現缺陷的概率要低。 在對焊管焊縫的外觀質量進行檢查之后,還需要對焊縫內部焊接情況進行檢查。通常是采用X射線探傷試驗進行檢測。這樣可以更迅速且更準確的了解具體的焊接情況。在判斷焊接質量的時候,還需要結合其的力學性能進行。這是因為采用不同的焊接工藝,終所得到的焊接成品的力學性能是不一樣的。 比如我們可以選擇一根焊管來進行對比試驗。經檢測,該焊管的壁厚為6 毫米,直徑為325毫米。在采用對接焊工藝進行焊接的時候,手工電弧焊和CO2氣體保護焊焊接所得到的接頭的性能相近,通常是前者的性能略高于后者。究其原因,主要是因為該焊管的強度標準比較高。 同樣在對這兩種焊接工藝進行比較的時候,我們發現在焊接完成之后,焊管接頭的金相組織基本相同,主要都是由鐵素體和珠光體構成。不過,后者工藝的成型質量更為可靠一些。 相比較來說,在采用這種工藝對焊管進行焊接的時候,不僅操作更加簡單,而且焊接的質量更有保證,焊接速度也更快,具有成本低效率高的優勢,在生產中取得了良好的效果。
自貢Q235焊管全國配送
 <自貢>鵬鑫鋼鐵
<自貢>鵬鑫鋼鐵