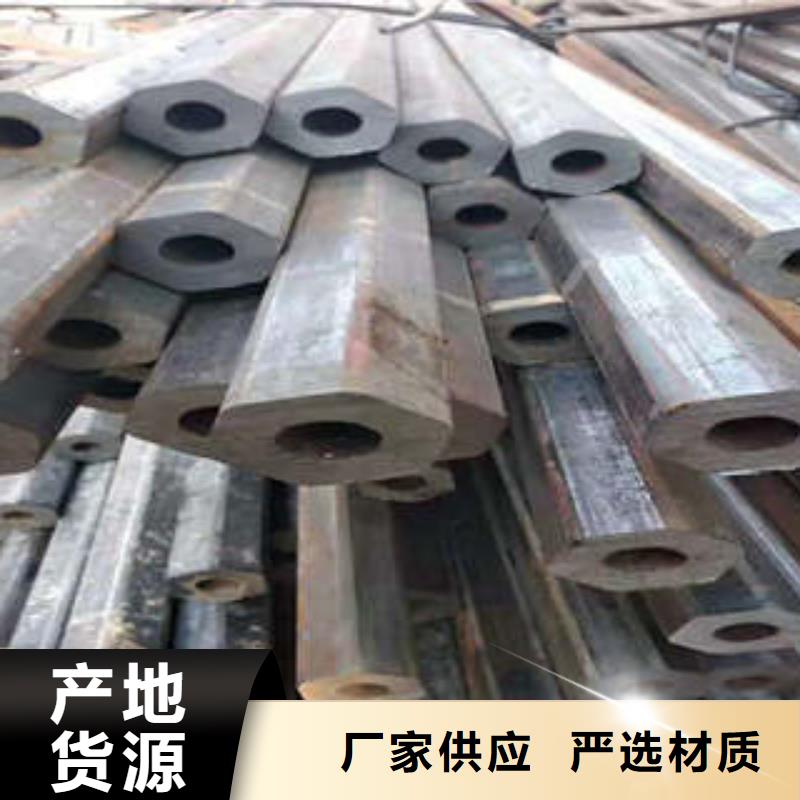
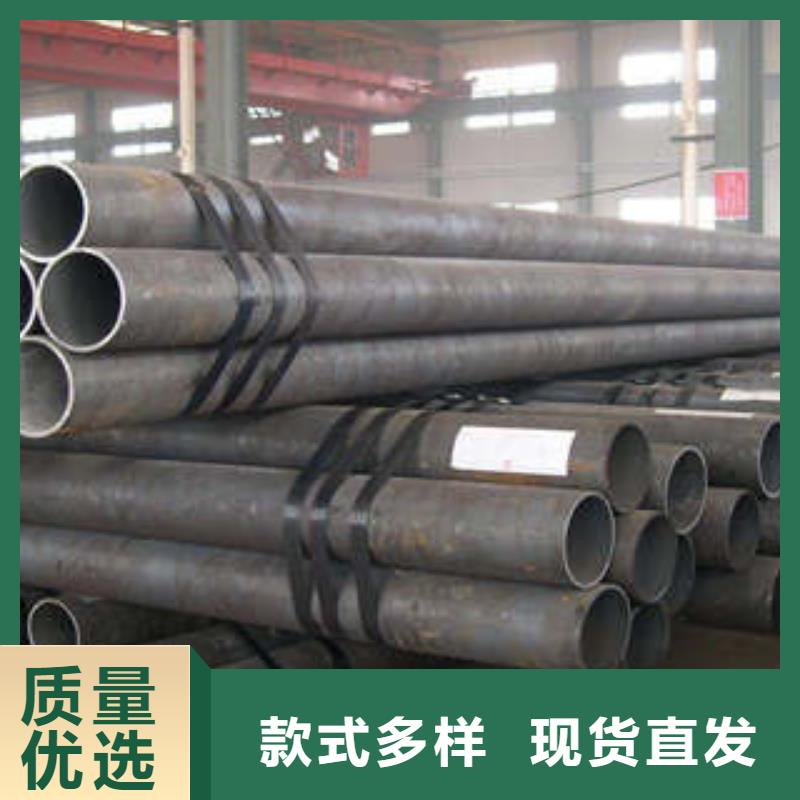
小口徑薄壁精密管-自主研發
更新時間:2025-01-12 06:03:21 瀏覽次數:9
以下是:小口徑薄壁精密管-自主研發的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議/米 |
|---|
| 發貨期限 | 3-5天 |
|---|
| 供貨總量 | 8978848 |
|---|
| 運費說明 | 電議 |
|---|
| 質量等級 | 一級 |
|---|
| 品牌 | 雙信鋼管 |
|---|
| 規格 | 多種規格 |
|---|
| 品名 | 精密鋼管 |
|---|
| 用途 | 機械制造 |
|---|
以下是:小口徑薄壁精密管-自主研發的圖文視頻
導讀 小口徑薄壁精密管-自主研發,雙信鋼管有限公司為您提供小口徑薄壁精密管-自主研發,聯系人:亢經理,電話:0635-8821081、13181073433,QQ:329676031,請聯系雙信鋼管有限公司,發貨地:聊城經濟開發區匯通物流園發貨到四川省 自貢市 自流井區、貢井區、大安區、沿灘區、榮縣、富順縣。 四川省,自貢市 自貢市“因鹽設市”,“自、貢”兩個字是由“自流井”和“貢井”兩個鹽井名字合稱而來;是中國重要的恐龍化石產地,被稱為“恐龍之鄉”,以擁有世界三大恐龍博物館之一的自貢恐龍博物館而聞名于海內外;食鹽為百味之祖,植根于巴蜀文化,結胎于川菜系列,伴隨著鹽業經濟的繁榮與發展而形成的自貢鹽幫菜,成為有別于成渝兩地“上河幫”、“下河幫”菜系的川南“小河幫”代表,是全國首批老工業城市產業轉型升級示范區、新型工業化節能環保裝備制造示范基地,曾獲評“中國鹽幫菜之鄉”;有四川輕化工大學、四川衛生康復職業學院和自貢職業技術學院三所高校。截至2023年4月,自貢有自貢恐龍博物館、仙市古鎮等A級旅游景區18個(其中,4A級景區7個)。
(擠壓無縫鋼管):圓管坯加熱穿孔三輥斜軋、連軋或擠壓脫管定(或減)冷卻矯直水壓試驗(或探傷)標記入庫軋制無縫管料是圓管坯,圓管胚要經過切割機切割加工成長度約為1米坯料,并經傳送帶送到熔爐內加熱。 鋼坯被送入熔爐內加熱,溫度大約為1200℃。燃料為氫氣或炔。爐內溫度控制是關鍵性問題.圓管坯爐后要經過壓力穿孔機進行穿空。一般較常見穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴量大,可穿多種鋼種。 穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定。定機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內由定機鉆頭外長度來確定。鋼管經定后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。 鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測。鋼管質檢后還要通過嚴格手工挑選。鋼管質檢后,漆噴上編 、規格、生產批 等。并由吊車吊入倉庫中。




<自貢>雙信鋼管有限公司擁有一支專業的技術隊伍,并具有多年自貢精密鋼管廠家生產銷售及售后服務的經驗。我公司不斷致力于新產品的開發,在滿足客戶需求的原則和社會發展需要上,與多家自貢精密鋼管廠家廠家合作,推出質量、性能、價格公道組合的系列自貢精密鋼管廠家產品,并贏得了廣大客戶的信賴和贊許。

總結 小口徑薄壁精密管-自主研發_雙信鋼管有限公司,固定電話:13181073433,移動電話:0635-8821081,聯系人:亢經理,QQ:329676031,經濟開發區匯通物流園 發貨到 四川省自貢市。