




景德鎮鋼筋鋸切機、鋼筋鋸切機廠家直銷-價格實惠
比如您購買的彎曲機能彎曲大直徑在12毫米的鋼筋,但卻要用該機彎曲直徑在13毫米甚至更大直徑的鋼筋,豈知這對彎曲機的彎曲輥、機身構造和電機等都會造成嚴重的損害。輕者需要對有關配件進行更改,重者會造成機器的報廢,所以奉勸客戶朋友請嚴格按照機械設備的操作規范進行正確的使用。

關于銑床配件:如非特別說明,臥式銑床類商品圖片中的立銑頭、分度頭等配件均為拍攝搭配之用,不包含在所售商品中。
色差問題:數控機床所有產品均采用專業拍攝,但由于每個人的電腦顯示器不同,顯示上不排除會出現色差問題,用戶如對產品有顏色要求,訂購時請加以說明,沒有說明的終以廠家標準顏色為準。
商品包裝:出口產品為木箱釘裝,在保證不影響到產品運輸的情況,內銷產品的包裝為聚乙烯薄膜包裝,但我司保證所售商品均為廠家直銷,商品包裝請以實物為準,包裝如有要求敬請用戶訂貨時請提前說明。
運輸說明:考慮到產品運輸的性,實效性,方便性,一般為配貨站配車運輸,這種運輸方式具有配車方便,運輸途中速度快,一般可進行上門送貨方便用戶卸車,但這種運輸方式也有一個缺點運輸車輛配滿貨物才發車,需要用戶等待一般為1-2天,偏遠地區除外。發貨前將司機號碼以短的形式發于用戶,我們一切以用戶為中心,請您放心購買。
不管再結實的全自動鋼筋彎曲中心,也經不起“連軸轉”似的生產,這很容易其機體結構出現”疲勞“,機體結構變形、彎曲輥出現裂紋與電機過熱等現象。所以在使用彎曲進行鋼筋彎曲作業時,應讓其“勞逸結合”,切勿進行滿負荷的連續生產
4、結構布局合理,使用維 修 方便,是中、小型材料鋸切節能的理想設備。
鋸床帶鋸條的常見疑問因操作不妥形成的要素:1.初始進刀把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。2.操作時因為大意行事,致使工件未夾緊或夾緊的工件并不可靠,鋸切時工件發作松動或振蕩狀,鋸齒在不確定的外力作用下被迫打齒。3.安裝鋸帶不到位,鋸帶背部磨爬鋸輪的止口邊際,使鋸帶反常作業。4.新鋸帶不進行正常磨合就高速切削,且進給量過大,形成崩拉齒,這種景象在操作中是對比遍及的疑問,應當倍加留意。
主要包括:機械設備的資產管理、機械設備的狀態管理、動力設備與能源管理、機械設備的更新改進、現代管理方法在設備管理中的應用。
景德鎮鋼筋鋸切機、鋼筋鋸切機廠家直銷-價格實惠

1.開控制柜內的電源總開關,扳到“ON”位置。
2.打開總停開關,啟動油泵。
3.打開鋸輪蓋板,啟動走鋸按鈕,觀察鋸輪方向,調整三相電源使鋸輪逆時針方向運轉。
4.啟動面板的快速退刀,使鋸弓升起。
5.打開鋸輪蓋板,安裝鋸條,(注意鋸齒方向應該向右)。
6.張緊鋸條,張緊力以30-40N/m為宜。
7.啟動走鋸按鈕,試運行鋸條,檢查鋸條位置是否合適。
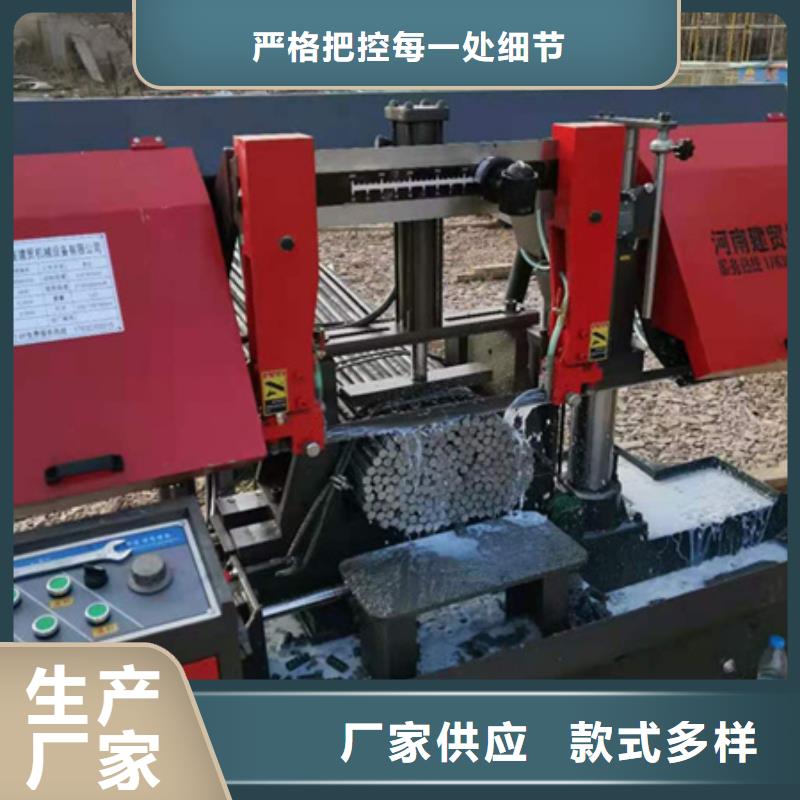
8.放置材料,調整好材料位置。
9.夾緊工件。
10.點單次按健,鋸切開始工作。
12.調節各冷卻閥門,使之各出水口水量適當。
數控帶鋸床送的材料尺寸不準的原因
數控帶鋸床送的材料尺寸不準原因: 這要看你的帶鋸床是如何送料定位的~是采用伺服送料定位或光柵尺定位或限位開關定位不同的定位方式有不同的問題。采用上述舉例的切削用量是較為合理的
影響帶鋸床鋸削送料的精度的原因: 對帶鋸床來說,根據壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 變普通帶鋸床下料長度時,由于需調整送料長度標尺,操作也比較繁瑣。臥式帶鋸床工業的存在的許多疑問每個工作都有本身的特征
金屬帶鋸床常見毛病及處理方法。在原普通帶鋸床上裝配 光柵尺進行位置測量,原液壓系統不變。控制系統軟件功能設計,包括料倉、儲料管理檢索、鋸件分類管理、鋸條彎曲監控、材料壓緊 、鋸 條速度、鋸削進給速度的自適應控制等。為了能同時滿足不改變原液壓系統的要求,系統增加了基于普通電磁閥的位置控制模塊。以防觸電事端的發作所用導線及絲
