



更新時間:2025-02-03 10:52:32 瀏覽次數(shù):3 公司名稱:聊城 安達液壓機械有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 5000/噸 |
| 發(fā)貨期限 | 24小時 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 1公斤 |
| 質(zhì)量等級 | 正品 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20#/45#/16Mn |
| 產(chǎn)品品牌 | 九冶 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 定制 |
| 產(chǎn)品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 過磅 |
| 產(chǎn)品顏色 | 有色金屬 |
| 質(zhì)保時間 | 1個月 |
| 外形尺寸 | 圓形 |
| 適用領域 | 機械加工/液壓 |
| 是否進口 | 否 |
| 質(zhì)量認證 | 正品 |
| 顏色 | 有色金屬 |
| 材質(zhì) | 20#/45#/16Mn/Q345B/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |






吉安珩磨管油缸管絎磨管滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應力層提高疲勞強度提高30%。
5、提高配合質(zhì)量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
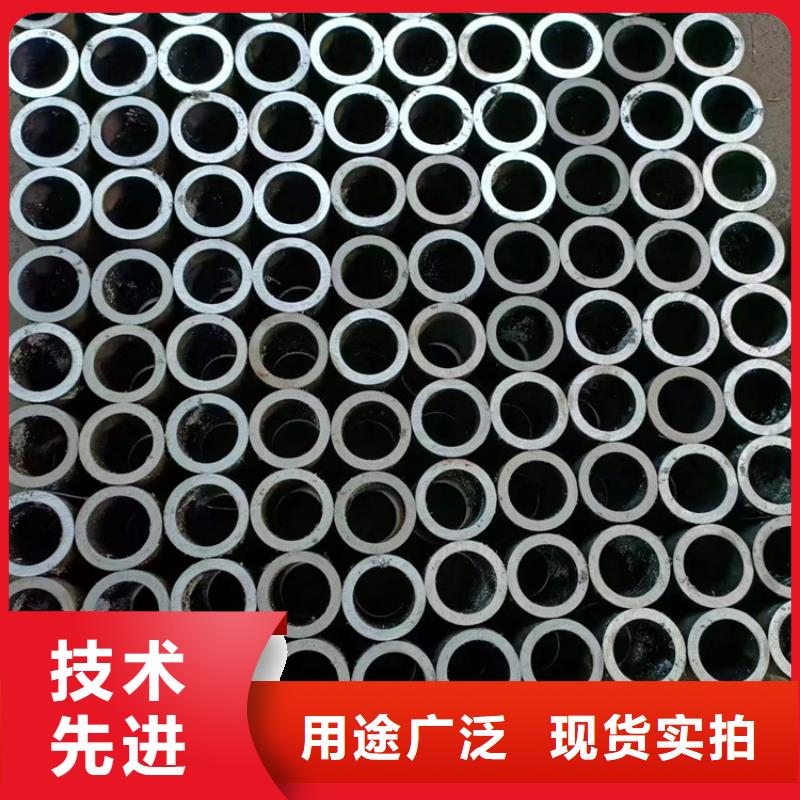
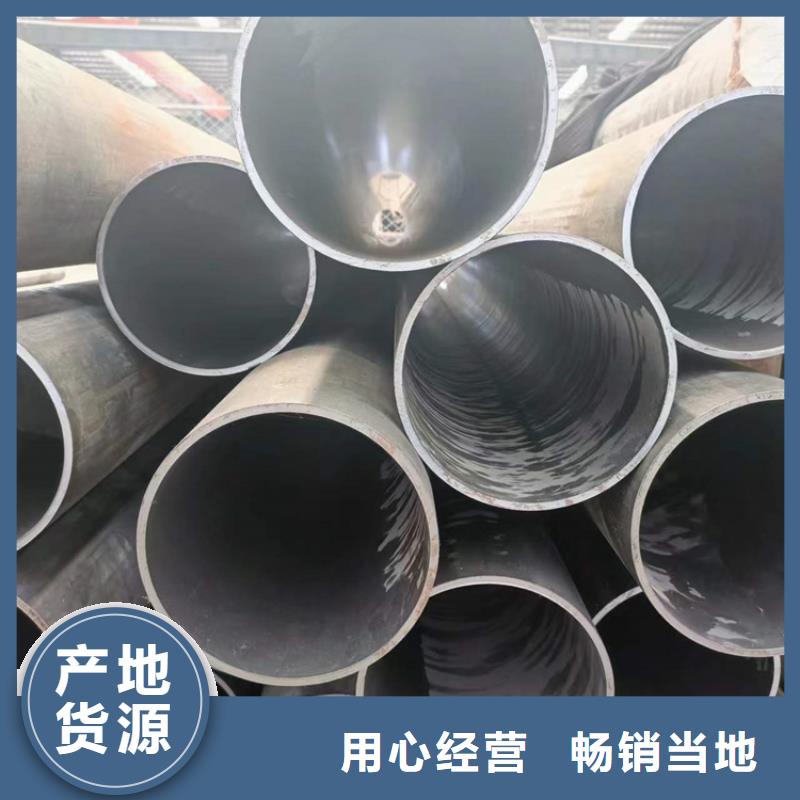
1、無縫鋼管主要特點是無焊接縫,可承受較大的壓力。產(chǎn)品可以是很粗糙的鑄態(tài)或冷撥件。
2、絎磨管是近幾年出現(xiàn)的產(chǎn)品,主要是內(nèi)孔、外壁尺寸有嚴格的公差及粗糙度。滾壓管

吉安珩磨管油缸管絎磨管絎磨管的優(yōu)點主要有以下幾點:
1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應力層,提高疲勞強度提高30%。
5、提高配合質(zhì)量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
在工藝上絎磨工藝就是珩磨機進行深孔絎磨的珩磨工藝是磨削加工的一種特殊形式,又是精加工中的一種加工方法。絎磨加工時珩磨時利用珩磨頭圓周上的一條或多條油石,同時使珩磨頭旋轉(zhuǎn)和往復運動,零件不動;或珩磨頭只作旋轉(zhuǎn)運動,工件來回運動,實現(xiàn)絎磨。而滾壓加工原理:是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點,利用滾壓工具對工件表面施加適量的壓力,硬度和強度增加,從而改變了工件表面的耐蝕性和配合性。滾壓管

吉安珩磨管油缸管絎磨管無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現(xiàn)交錯起伏的峰谷現(xiàn)象。
滾壓加工原理:是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
滾壓管

吉安珩磨管油缸管絎磨管鋼材不同,珩磨管淬火裂紋發(fā)生的幾率也不同。一般說,鋼材含碳量越高或Cr、Mo含量越高,越容易發(fā)生淬裂。下圖表示水淬時淬裂傾向與鋼的化學成分的關系。圖中所示指數(shù)的負值越高,即為淬裂傾向越大。由于各種鋼材的淬裂傾向不同,在設計零件時應根據(jù)性能要求,根據(jù)淬透性和脆硬性,從工藝和經(jīng)濟等角度綜合分析和選擇鋼材。化學成分與淬裂的關系(水淬)3.2 珩磨管淬火零部件 機械零件的設計往往主要考慮材料的力學性能而忽略熱處理工藝性能。有些零件從材料強度上看可能很合理,但從熱處理工藝角度分析,其形狀尺寸可能是不適當?shù)摹榱朔乐沽慵阽衲ス艽慊鸺崩渲虚_裂,應設法使其均熱均冷,均縮均脹。為此,在零件設計中要注意兩點:(1)斷面要均勻;(2)沒有缺口效應。良好的設計要求截面厚度均勻、形狀對稱、平滑過渡和加開工藝孔。對于形狀復雜、尺寸較大(大于400mm)的大型凹模及薄而長的凸模,應采用分離鑲拼結構,變繁為簡,化大為小,變模具內(nèi)表面為外表面,既便于冷熱加工,又可以有效降低淬裂傾向,提高產(chǎn)品合格率。滾壓管