

的欽州鋼筋籠滾籠焊機廠家
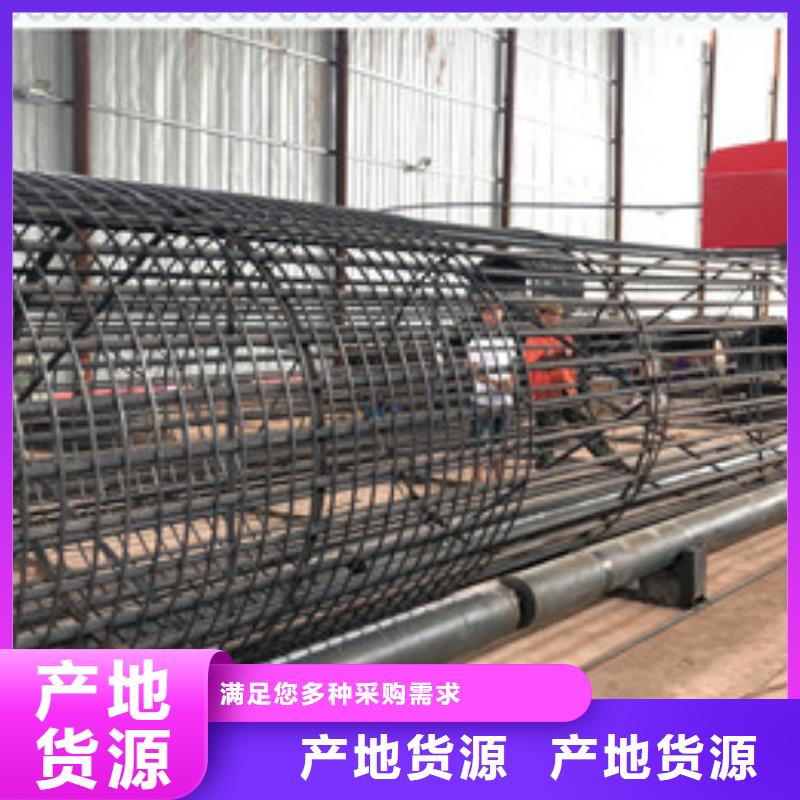
滾龍機箍筋是如何進行的用以生產加工環形的灌注樁,長短能夠超過30米左右,直徑2.5米。灌注樁周邊為螺旋狀電焊焊接箍筋,箍筋間隔能夠由程序流程事先設置。本機器設備具備下列優勢:(1)機器設備只需1人實際操作;(2)?高品質:電子計算機自動控制系統能夠保證縱向鋼筋很好地屬在這條平行線上;(3)電子計算機自動控制系統能夠操縱螺旋式筋間隔,灌注樁不容易出現扭曲狀況。(4)具備機器人焊接,保持全自動電焊焊接。滾龍機箍筋是如何進行的數控機床灌注樁全自動繞筋機歸屬于這種對建筑鋼筋坎坷機合理布局的改進。鋼筋彎箍密秘設備在平整綿軟的路面上,設備載重架時載重架料槽的正中間要看準導向性筒、調直筒型、下切刀孔或裁切傳動齒輪槽的中間線,并堅持不懈豎直,設備好后必不可少自我反思電氣設備線路和整個設備有木有損壞,機械設備的對接件可否可以信賴,各傳動系統單位可否機動性,確定準確無誤側后方可終止試運轉。

鋼筋籠繞絲機操作過程1、工作臺面和鋼筋籠繞絲機的工作臺面應該保持在一個水平的位置,操作前應當檢查鋼筋彎箍機的芯軸、成型軸、擋鐵軸、可變擋架有無裂紋或損壞,防護罩牢固可靠,經過空機運轉確認正常以后,方可對鋼筋進行加工。2、操作的過程中要熟悉倒順開關控制工作盤額旋轉方向,鋼筋放置要和擋架、工作盤旋轉方向相配合,不得放反。3、如果需要改變工作盤的方向必須在停機以后進行,即從正轉—停—反轉,不允許直接從正轉—反轉或從反轉—正轉。4、鋼筋彎箍機在運轉的過程中嚴禁更換芯軸、成型軸和變換角度及調速,嚴禁在運轉時加油或清掃。5、對鋼筋進行加工時,嚴禁超過該機器對鋼筋加工的直徑、根數以及機械轉速的規定。6、鋼筋籠繞絲機加工的過程中嚴禁作業半徑內和機身不設固定銷的一側站人。彎曲的鋼筋加工好以后要堆放整齊,彎鉤不得朝上。 1、倘若鋼筋彎箍機已經在作業中,這時候更換芯軸與變換角度以及調速等操作,都是被明令禁止的,在此過程中,加油與也是不被允許的。繞筋機2、在對鋼筋進行彎曲的時候,不能夠超越機械本身所規定的一些硬性參數,比如鋼筋的直徑要在范圍之內,一次加工的鋼筋數量也不能超過值,機械的運轉速度也不能太大超出運轉速度。
 jmc
jmc
鋼筋籠繞筋機精細工藝本公司鋼筋籠繞筋機原理特點1.PLC變頻控制2.繞筋間距.速度無極可調,3.本機參數有自動存儲功能4.可遠距離遙控使用,遠達50米內控制方便5.滾筒采用厚壁無縫鋼管結實耐用耐磨6.調直機底座可升降廣泛用于橋面,房建、房護樁防護,地鐵纏樁基、高鐵樁基、跨海大橋各大樁基繞筋施工用7.放線架采用304圓鋼制作扎實耐用8.本公司產品系同行業中配置沒有后顧之憂。鋼筋籠繞筋機鋼筋籠繞筋機精細工藝2、絲頭螺紋直徑大小一致這種連接方鋼筋自動繞筋機過鋼筋端頭特制的錐形螺紋和連接件錐螺紋咬合形成的接頭.鐓粗直螺紋接頭:通過鋼筋端頭墩粗后制作的直螺紋和連接件螺紋咬合形成的接頭.滾軋直螺紋接頭:通過鋼筋端頭直接滾軋或剝肋后滾軋制作的直螺紋和連接件螺紋鋼筋自動繞筋機短路查清后再合閘寒冷地區冬天焊接冷卻快易發脆1、鋼筋的接頭應盡量避開彎矩較大的部位。
 <欽州>建貿機械設備有限公司
<欽州>建貿機械設備有限公司
半自動繞筋機繞筋原理拱頂帶模注漿一體機帶模注漿施工要點技術要求(1)拱頂帶模注漿采用拱頂預埋RPC管進行注漿。(2)制漿及注漿設備選用拱頂帶模注漿一體機。(3)注漿材料采用專用微結合砂漿料,水料配合比初步選定為0.18,施工中根據工藝試驗總結參數具體確定。(4)拱頂帶模注漿時間為襯砌砼澆筑完成后2小時內,砼初凝之前進行。建貿機械知識課堂:滾焊又稱縫焊,是用一對滾輪電極代替點焊的圓柱形電極,焊接的工件在滾盤之間移動,產生一個個熔核相互搭疊的密封焊縫將工件焊接起來的方法。一般采用交流脈沖電流或調幅電流,也可用三(單)相整流、中頻、高頻的直流電流。一般焊接厚度在單板3mm以內。雙筋鋼筋籠繞筋機多倍效率。混凝土電桿骨架鋼筋人工纏繞控制措施,電桿使用中會出現銹痕或傾斜狀的螺旋印記,研發了自動化電桿骨架螺旋繞絲機,將行車遙控原理應用到螺旋筋繞絲機上,使用鏈條三角架凹槽擺放鋼筋籠,利用遙控感應裝置控制電機轉動,帶動整個鋼筋籠的轉動,使得整個繞絲易操作,加快繞絲速度,增強繞絲松緊程度,鋼筋骨架繞絲制作效率,加快電桿骨架上模速度,了電桿產量。

