
產(chǎn)品詳細(xì)介紹
零售基地")
零售基地")
零售基地")
零售基地")
零售基地")
零售基地")
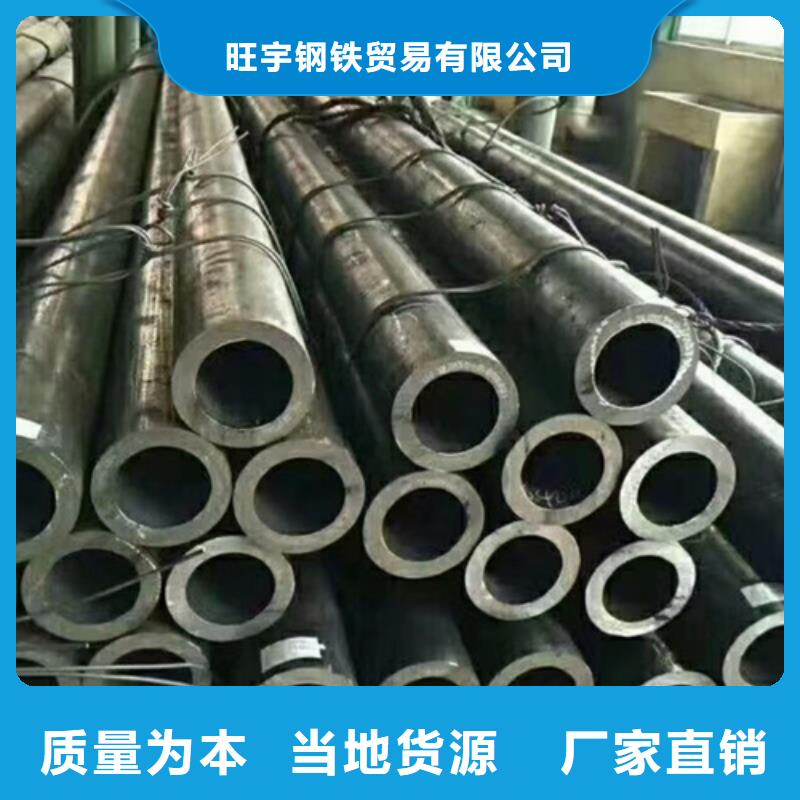
焊管“無縫化”的含義焊管和無縫管相比無縫鋼管的區(qū)別是焊管有一道焊縫。由于有了焊縫,使外形凸出高于母材很多,明顯地看出了“縫”;同時,內(nèi)部物理性質(zhì)上也產(chǎn)生了變化。如果能夠在這兩個方面—外在與內(nèi)在,都能使焊縫與母材相同、相近或者相等母材性能,等同于無縫,這就是“無縫化”的含義。“無縫化”的兩個方面如上所述,焊管無縫化包含兩個方面的內(nèi)涵,幾何無縫化,使焊縫余高盡可能小;物理無縫化,使焊縫(包括周圍熱影響區(qū))的物理性能趨于與母材一致。
焊管的幾何無縫化光滑地掉焊縫處因擠壓焊接后所形成的外毛刺和內(nèi)毛刺,使焊管在幾何外形上幾乎看不到焊縫。我國和美國標(biāo)準(zhǔn)中內(nèi)毛刺的殘留高度大致上規(guī)定了兩檔精度: 檔(O.127mm;第二檔0.254mm)。焊管的物理無縫化幾何無縫化處理后的焊管雖然外表上已幾乎看不到焊縫,但焊縫內(nèi)部的金相組織與母材仍有較大區(qū)別,焊縫區(qū)的機械性能較低。為此,需要經(jīng)過熱處理細(xì)化焊縫區(qū)的晶粒、去除焊接應(yīng)力,實現(xiàn)與母體金相組織、機械性能的一致化,這個過程我們稱之為焊管的物理無縫化。
零售基地")
.無縫鋼管低壓流體輸送用鍍鋅焊接鋼管(GB/T3091-2008)也稱鍍鋅電焊鋼管,俗稱白管。是用于輸送水、煤氣、空氣油及取暖蒸汽、暖水等一般較低壓力流體或其他用途的熱浸鍍鋅焊接(爐焊或電焊)鋼管。鋼管接壁厚分為普通鍍鋅鋼管和加厚鍍鋅鋼管;接管端形式分為不帶螺紋鍍鋅鋼管和帶螺紋鍍鋅鋼管。鋼管的規(guī)格用公稱口徑(mm)表示,公稱口徑是內(nèi)徑的近似值。習(xí)慣上常用英寸表示,如1/2、3/4、1、2 等。;2普通碳素鋼電線套管(YB/T5305-2006)是工業(yè)與民用建筑、安裝機器設(shè)備等電氣安裝工程中用于保護(hù)電線的鋼管。
3.直縫電焊鋼管(GB/T13793-2008)是焊縫與鋼管縱向平行的鋼管。用于一般結(jié)構(gòu)用,通常分為公制電焊鋼管、電焊薄壁管等等。零售基地")
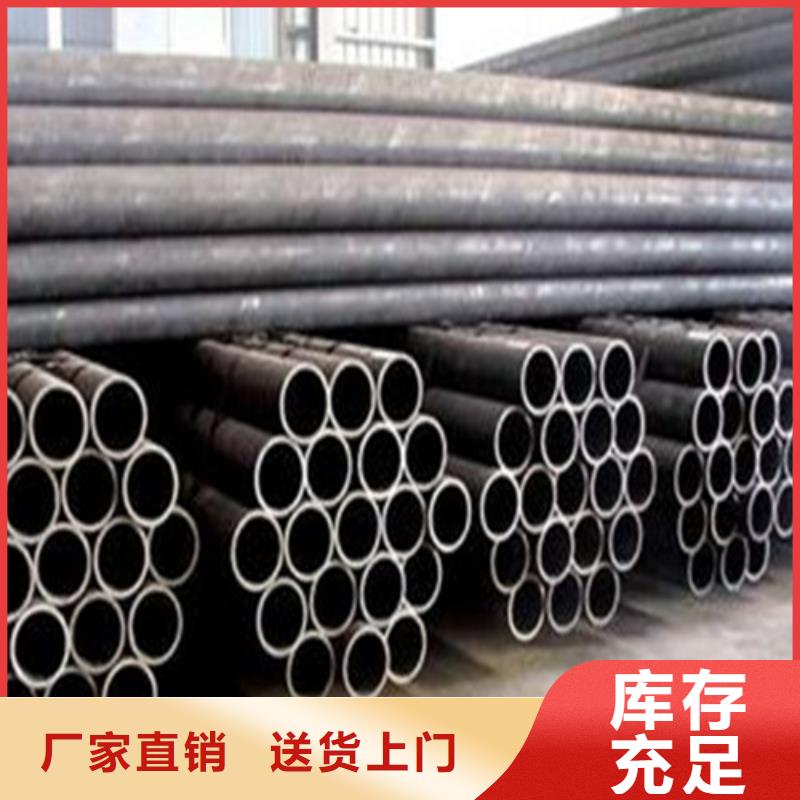
焊接鋼管也稱焊管,是用鋼板或鋼帶經(jīng)過卷曲成型后焊接制成的鋼管
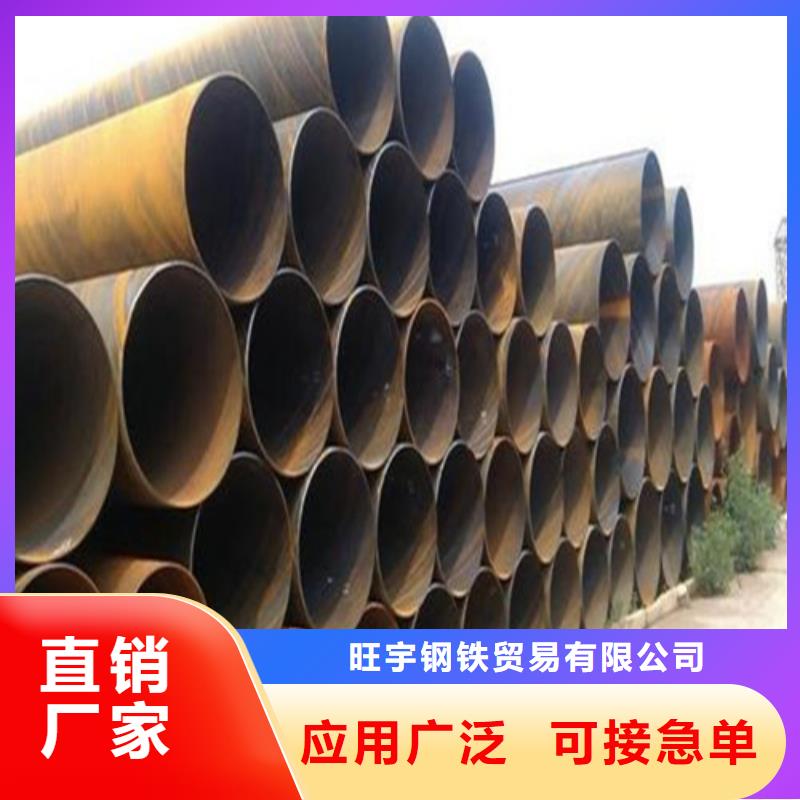
焊接鋼管 。焊接鋼管生產(chǎn)工藝簡單,生產(chǎn)效率高,品種規(guī)格多,設(shè)備投資少,但一般強度低于無縫鋼管。20世紀(jì)30年代以來,隨著優(yōu)質(zhì)帶鋼連軋生產(chǎn)的迅速發(fā)展以及焊接和檢驗技術(shù)的進(jìn)步,焊縫質(zhì)量不斷提高,焊接鋼管的品種規(guī)格日益增多,并在越來越多的領(lǐng)域代替了無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。
直縫焊管生產(chǎn)工藝簡單,生產(chǎn)效率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
低壓流體輸送用焊接鋼管(GB/T3091-2008)也稱一般焊管,俗稱黑管。是用于輸送水、煤氣、空氣、油和取暖蒸汽等一般較低壓力流體和其他用途的焊接鋼管。零售基地")
無縫鋼管其中過熱區(qū)組織由于焊接的溫度在1100℃以上,奧氏體晶粒急劇長大,冷卻后晶粒粗大,在一定的化學(xué)成分和冷速條件下還會形成硬而脆的晶相此外,由于溫度梯度的存在也會產(chǎn)生焊接應(yīng)力。其綜合結(jié)果,焊縫區(qū)的綜合機械性能比母材低。焊管物理無縫化就是通過焊縫熱處理,達(dá)到應(yīng)力、均化和細(xì)化組織、提高焊接熱影響區(qū)綜合機械性能的目的,而其根本目的是應(yīng)力。焊管物理無縫化處理主要有兩種方法:焊縫局部處理法和整體加熱處理法。由于主要是焊縫熱影響區(qū)有硬化現(xiàn)象、機械性能低下,所以我們首先應(yīng)考慮對焊縫熱影響區(qū)進(jìn)行局部處理。
焊縫局部常化處理的方法是采用中頻感應(yīng)加熱裝置將焊縫熱影響區(qū)加熱至約927。9℃,然后空冷至538℃以下,隨后水冷。對于直徑較小的鋼管,采用管坯整體加熱方式處理,然后空冷或在帶有可控氣氛的冷卻室中冷卻。以上講的是高頻直縫焊管的無縫化技術(shù)。零售基地")