



更新時間:2025-02-08 01:45:02 瀏覽次數:5 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMRLJ-3000 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |
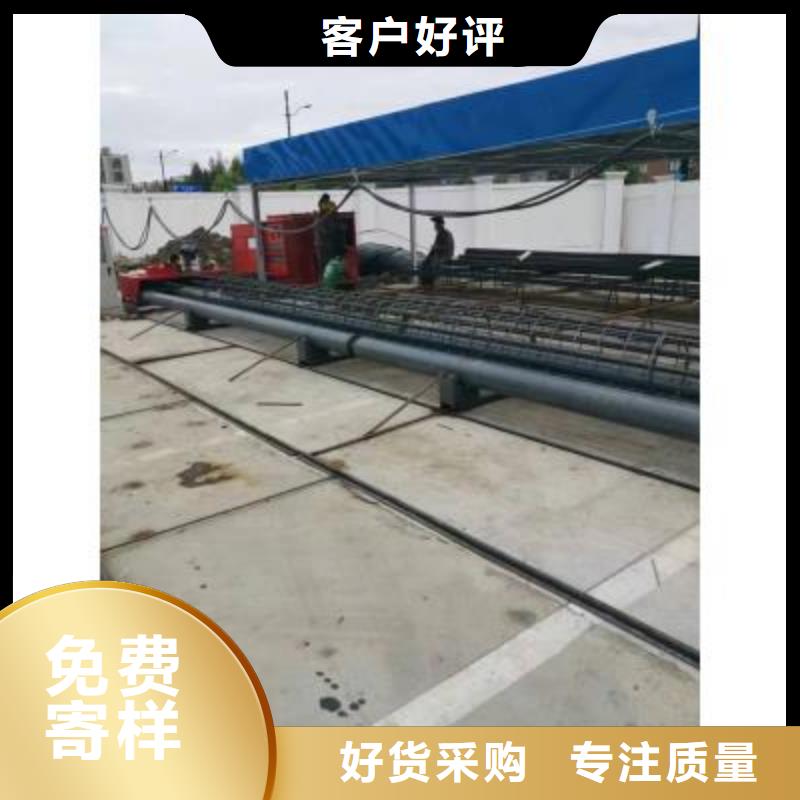






鋼筋籠繞筋機鋼筋籠滾焊機的分類
1、連續滾焊 連續滾焊時,工件在兩滾 間連續移動(即滾盤連續旋轉),焊接電流也連續通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴重,焊縫易出現較深的壓坑,因而很少使用。
2、斷續滾焊 斷續滾焊時,滾輪連續轉動,工件連續移動,電流斷續通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續通過,在休止時間內,滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區寬度和工件變形,獲得較好的焊接質量,沒有連續滾焊時的缺點。斷續滾焊時,在熔核冷卻時滾盤已離開焊接區,沒有充分的鍛壓過程,熔核在壓力減小的情況下結晶,很容易產生表面過熱、縮孔和裂紋。
b)上料 把主筋安放到主筋料架上,每次安放主筋的數母符合設計圖紙中鋼筋籠主筋數云要求;把口盤箍筋安放到箍筋料架上,并讓箍筋穿過箍筋矯直機構;鋼筋籠繞筋機
c)穿筋、固定 主筋通過分料盤穿過固定盤到移動盤,并在移動盤對其進行固定,主筋的間距符合設計圖紙要求,按照設計圖紙的要求,把加工好的加強鋼筋箍放到主筋籠內;
d)起始焊接 將箍筋和主筋交叉焊接固定,箍筋并排連續繞兩圈,并與主筋焊接牢固;
e)正常焊接 分料盤和固定盤同步旋轉,使箍筋連續在主筋上纏繞,并進行焊接;同時移動盤按照箍筋間距設置的參數,在拖動系統下緩慢向前移動,并按照設計要求,對加強鋼筋箍進行定位焊接;
f)終止焊接 一節鋼筋籠箍筋焊接完成后.終止焊接作業;
s)切斷箍筋 根據一節鋼筋籠箍筋預留的長度,把箍筋切斷;

數控鋼筋籠滾焊機的參數表如下:
設備型號 kL-1500 KL-2000 KL-2500 適用樁徑(mm) 800--1500 800--2000 800--2500 鋼筋籠長度(m)(其他長度需定制) 鋼筋籠重量(kg)主筋直徑(mm) Φ12--Φ32 Φ12--Φ32 Φ12--Φ32 盤筋直徑(mm) Φ6--Φ14 Φ6--Φ14 Φ6--Φ14 盤筋間距(mm) 50--400 50--400 50--400 焊接 CO?保護焊 CO?保護焊 CO?保護焊 液壓站參數(Mp) 8 8 8 電源參數 380v 50hz 380v 50hz 380v 50hz 功率(Kw) 13 23 30;鋼筋籠繞筋機
 建貿機械設備有限公司
百色鋼筋籠盤絲機生產基地
建貿機械設備有限公司
百色鋼筋籠盤絲機生產基地

2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。
3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,半自動鋼筋籠滾焊機可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。
4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。焊接時,將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續輸送,經過滾輪后又連續繞出且不會污染滾輪。
5、半自動鋼筋籠滾焊機焊接波紋管和膜盒時,因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導電性及散熱能力。鋼筋籠繞筋機