


<貴港>建貿機械設備有限公司
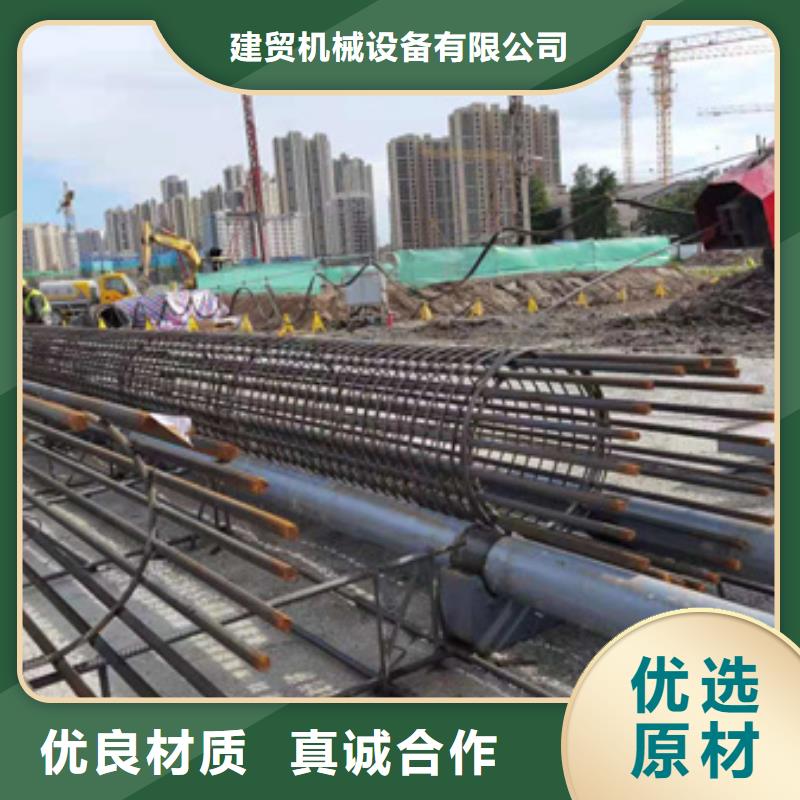
鉆孔樁所使用的柱狀鋼筋籠由主筋和箍筋焊接或綁扎而成, 鋼筋直徑比較大,目前國內鉆孔灌注樁鋼筋籠成型工藝多采用長線放樣、人工成型的施工工藝,該施工工藝機械化率低,成型質量不穩定,耗用大量人工。我項目樁基鋼筋采用剝肋滾絲直螺紋連接, 該連接工藝質量穩定、可控性較好,但對鋼筋籠成型精度要求比較高,人工成型的鋼筋籠對接比較困難。 我項目根據實際情況采用鋼筋籠滾焊機生產樁基鋼筋籠,即樁基鋼筋籠整體成型工藝。
鋼筋籠繞筋機設備特點
1 加工速度快: 20 米鋼筋籠成型耗時 90分鐘左右,工作效率非常高。
2 加工質量穩定可靠:由于采用的是機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量完全達到規范要求。
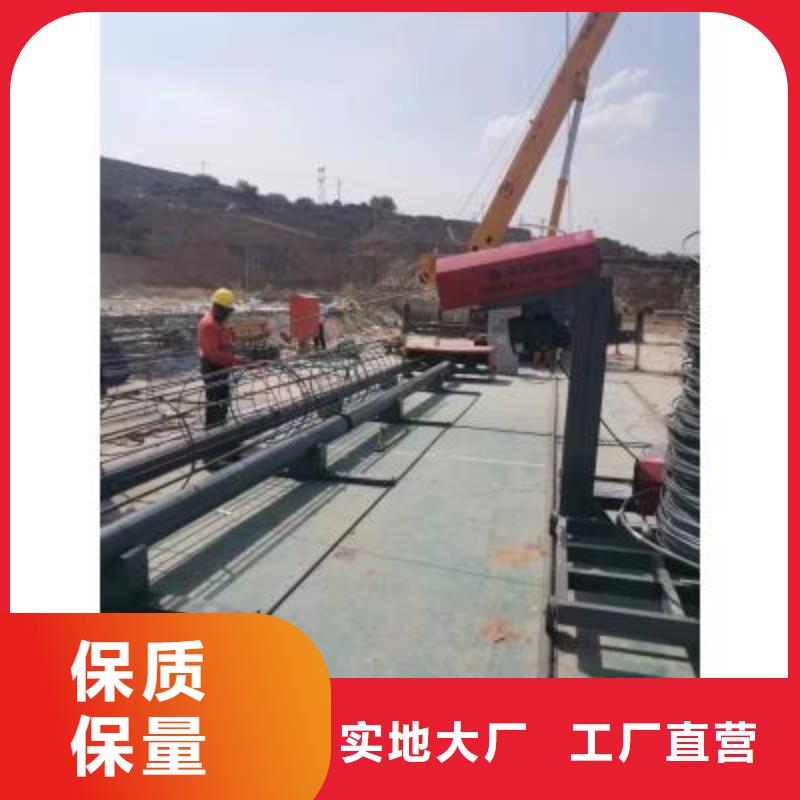
 貴港鋼筋籠繞籠機信息-建貿機械
貴港鋼筋籠繞籠機信息-建貿機械
鋼筋籠繞筋機5、 1~2個月要對減速機、液壓站油量進行定期檢查,如有不足,要進行添加,如有漏油現象要進行及時修理;
6、 每星期對所有潤滑油嘴打黃油一次;
7、 機器正常運行 1~2個月后,要對所有的螺栓、螺帽進行重新緊固;
8、 每周要定期用油漆毛刷或微風吹風機電氣柜中的灰塵,保持氣柜內清潔,否則可能會引起短路燒壞設備的事故發生;
9、 要特別注意如下事項:
(1) 設備操作人員須經設備供應方的技術人員操作培訓方可進行設備操作,要對設備性能進行充分了解;
(2) 嚴禁用水或壓縮空氣對電器設備進行沖洗或吹灰;
(3) 嚴禁用濕布或潮濕刷子對電氣柜中的電氣器件進行清灰作業;
(4) 嚴禁非操作人員擅自操作設備(如變頻器、觸摸屏等內置參數擅自修改),否則極易造成設備損壞或傷害他人的事故發生。

h)分離固定盤 向前移動加工完成的鋼筋籠,使鋼筋籠和固定盤完全分離;
i)松筋 松開固定主筋和移動盤的螺栓;
i)分離移動盤 移動加工好的鋼筋籠,使鋼筋籠和移動盤完全分離;
k)卸籠 把加工好的鋼筋籠移離支撐架,并把鋼筋籠墊高覆蓋;
l)降下支撐架 降下支撐架使其歸位;
m)移動盤歸位 移動盤歸位,準備生產下一節鋼筋籠。
鋼筋籠的安裝;鋼筋籠繞筋機鋼筋籠制作完后堆放在平整的地方以防變形;在運輸過程中也應采取措施保證其不變形不扭曲;必要時應加固處理, 鋼筋籠在孔內立焊時,應符合焊接標準。

鋼筋籠繞筋機鋼筋籠滾焊機的分類
1、連續滾焊 連續滾焊時,工件在兩滾 間連續移動(即滾盤連續旋轉),焊接電流也連續通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴重,焊縫易出現較深的壓坑,因而很少使用。
2、斷續滾焊 斷續滾焊時,滾輪連續轉動,工件連續移動,電流斷續通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續通過,在休止時間內,滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區寬度和工件變形,獲得較好的焊接質量,沒有連續滾焊時的缺點。斷續滾焊時,在熔核冷卻時滾盤已離開焊接區,沒有充分的鍛壓過程,熔核在壓力減小的情況下結晶,很容易產生表面過熱、縮孔和裂紋。
