

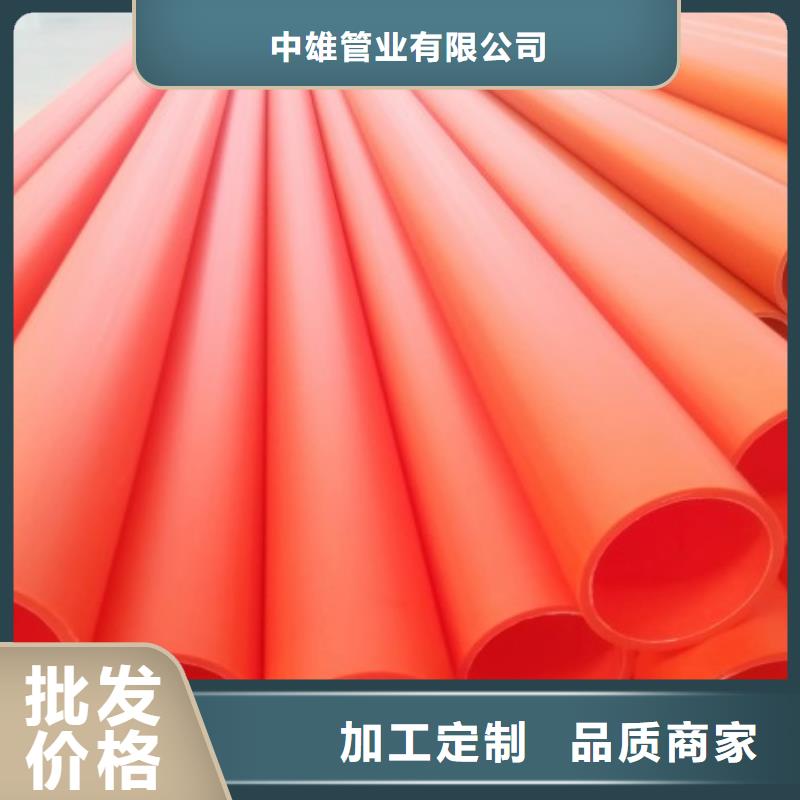
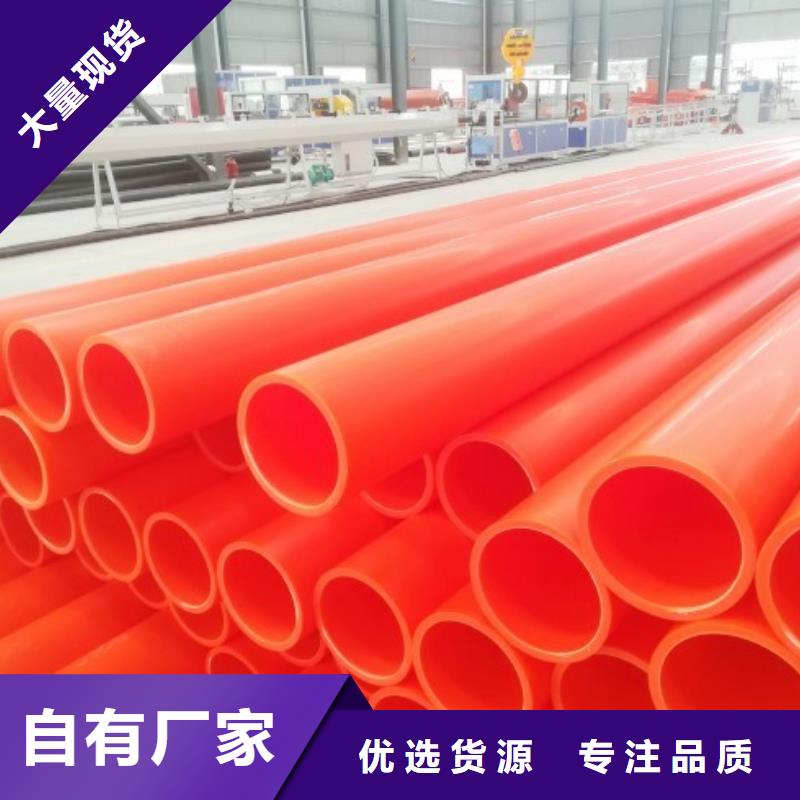
中雄管業有限公司坐落于宜陽產業集聚區,本公司專業生產 廣西梧州MPP電力管道。“ 質量為基礎,誠信求永恒,厚德載物” 是我公司的企業發展宗旨,也是企業員工孜孜不倦的努力方向 。 公司經多年的發展和努力,擁有著一批專業的服務團隊,從機器設計、生產加工、安裝運行到售后服務,有朋至遠方來,不亦樂乎! 歡迎各地朋友前來參觀考察,共謀發展,共創美好未來!


2、其次就是溫度:MPP管道屬于厚壁制件,為避免冷卻時溫差過大導致內應力,料筒溫度應取較低值。料筒溫度的分布,一般從料斗噴嘴溫度由低到高,以使塑料溫度平穩上升而達到均勻塑化的目的。為防止塑料過熱,因此靠近噴嘴段溫度略低。模具溫度對制品內在性能和外觀質量影響很大,對于PE,除充模速率外,模具溫度還將直接影響制品的結晶度和結晶構型。因此,MPP管道模具適合使用中等模溫,對于PE材料來說,冷卻速率適宜、塑料的結晶度適中,具有較好的物理和力學性能。
3、末尾把握好時間:在整個成型周期中,注射時間和冷卻時間對制品質量均有決定性的影響。
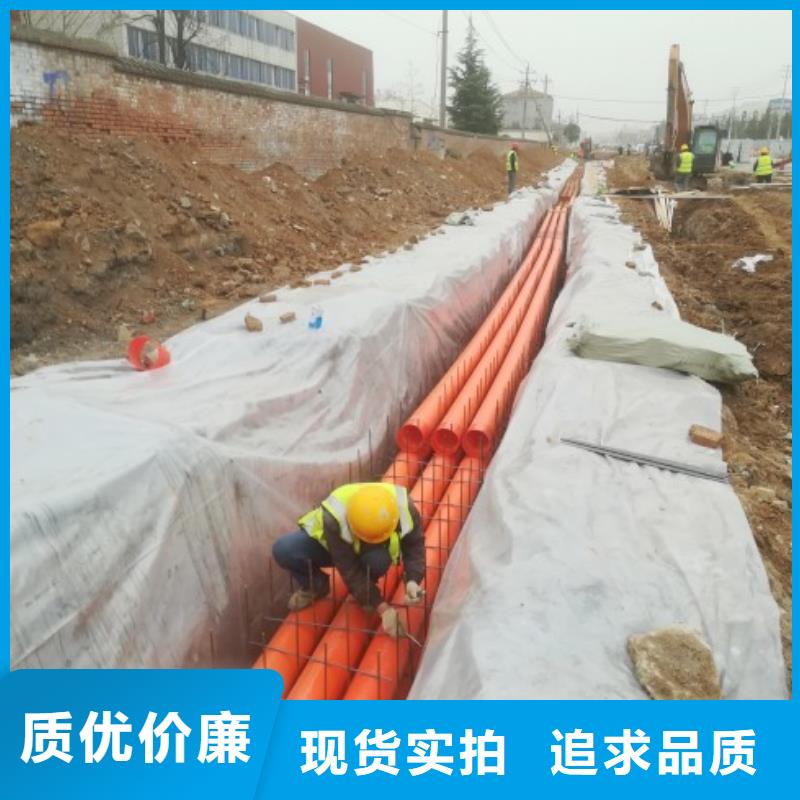
在生產MPP管道的時候通過使用注塑成型工藝,來增加其使用效率及延長其使用使用期,所以我們首先從壓力,溫度以及時間方面來考慮,并且注重材料的選擇,從而達到標準的生產要求。



2.管子的彎曲:
(1)DW≤219的管子盡可能采用冷彎;
(2)銅管在彎曲前彎曲部位須進行退火處理。
(3)DW>219時采用預制彎頭。如沒有頂制彎頭的任意角可采用蝦節彎。
3.彎管的驗收標準:
(1)彎曲處的外觀質量:
管壁不應有擦傷溝槽和碰撞形成的突出凹陷,管子彎曲處不得有裂紋、結疤、、折皺、分層等缺陷存在,如有上述缺陷,應正好,被的部位壁厚的減薄,應在壁厚減薄率的允許范圍內,否則作報廢處理。
(3)管壁折皺高度:
MPP管道管子彎曲后允許有均勻折皺存在,但折皺高度一般不得超過3%的管子外徑,較大不超過5%。
(4)管子收縮率:≤5%。
4.管子的校正:
正式安裝前管子允許用熱加工校正,熱加工校正后應按原要求進行鍍鋅(局部區域可只作噴鋅處理)或其它保養。



