
保障")
憂")

航蕭管件
 賀州口碑好的型材拉彎公司
賀州口碑好的型材拉彎公司
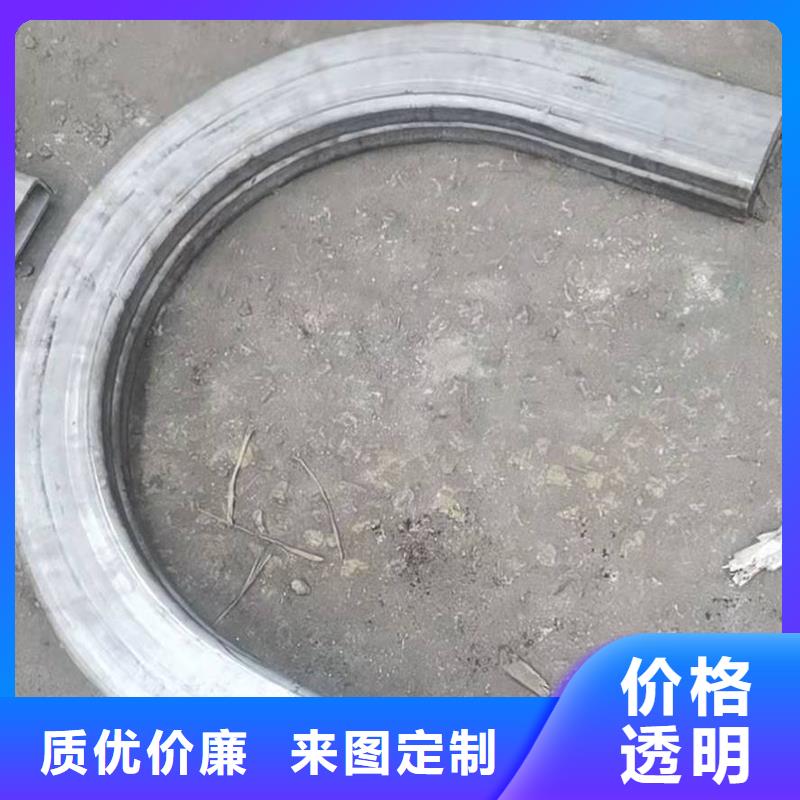
 彎管(bend)是采用成套彎曲設(shè)備進(jìn)行彎曲的,分為冷煨與熱推兩種工藝。無(wú)論是哪一種機(jī)器設(shè)備及管道,大部分都用到彎管,主要用以輸油、輸氣、輸液,工程橋梁建設(shè)等。使用方法:
引起彎管質(zhì)量下降的主要原因分析及注意方法:
1、純彎曲時(shí),管子在外力距M作用下其中性層外側(cè)臂壁受拉應(yīng)力&1作用而減薄內(nèi)側(cè)受壓應(yīng)力。作用而增厚,合力N1和N2使管子橫截面發(fā)生變化。基于這一因素,引起彎管質(zhì)量下降主要原因?yàn)镽X與SX所以,GBJ235—82中,對(duì)各種壓力等級(jí)情況下的RX值以及外側(cè)的減薄量均做了明確規(guī)定,目的是為了控制RX與SX的值,從而確保質(zhì)量。
2、前條已講過(guò),彎管時(shí)材料外側(cè)受拉,內(nèi)側(cè)受壓中性軸所在位置則與彎管方法而不同,在頂彎式(壓縮彎曲)工作時(shí)中性軸處于離外壁約1/3處,在旋彎(回彎式)工作時(shí),中性軸處于離外壁2/3處。因此薄壁管道彎曲,使用旋彎法是有益的。
3、彎胎的精度也是影響彎管質(zhì)量的因素之一。我們?cè)趶澨ブ圃鞎r(shí),除規(guī)格尺寸要求控制在一定公差范圍時(shí),同時(shí)也要求用戶在使用時(shí)根據(jù)彎制管徑選擇相應(yīng)的彎胎。
4、管材本身的可彎曲性能與表面腐蝕情況,亦可能影響到彎管質(zhì)量。現(xiàn)場(chǎng)施工時(shí),操作者亦需了解被加工管道的材料,加工性能和對(duì)表面腐蝕情況作出產(chǎn)判斷。
彎管(bend)是采用成套彎曲設(shè)備進(jìn)行彎曲的,分為冷煨與熱推兩種工藝。無(wú)論是哪一種機(jī)器設(shè)備及管道,大部分都用到彎管,主要用以輸油、輸氣、輸液,工程橋梁建設(shè)等。使用方法:
引起彎管質(zhì)量下降的主要原因分析及注意方法:
1、純彎曲時(shí),管子在外力距M作用下其中性層外側(cè)臂壁受拉應(yīng)力&1作用而減薄內(nèi)側(cè)受壓應(yīng)力。作用而增厚,合力N1和N2使管子橫截面發(fā)生變化。基于這一因素,引起彎管質(zhì)量下降主要原因?yàn)镽X與SX所以,GBJ235—82中,對(duì)各種壓力等級(jí)情況下的RX值以及外側(cè)的減薄量均做了明確規(guī)定,目的是為了控制RX與SX的值,從而確保質(zhì)量。
2、前條已講過(guò),彎管時(shí)材料外側(cè)受拉,內(nèi)側(cè)受壓中性軸所在位置則與彎管方法而不同,在頂彎式(壓縮彎曲)工作時(shí)中性軸處于離外壁約1/3處,在旋彎(回彎式)工作時(shí),中性軸處于離外壁2/3處。因此薄壁管道彎曲,使用旋彎法是有益的。
3、彎胎的精度也是影響彎管質(zhì)量的因素之一。我們?cè)趶澨ブ圃鞎r(shí),除規(guī)格尺寸要求控制在一定公差范圍時(shí),同時(shí)也要求用戶在使用時(shí)根據(jù)彎制管徑選擇相應(yīng)的彎胎。
4、管材本身的可彎曲性能與表面腐蝕情況,亦可能影響到彎管質(zhì)量。現(xiàn)場(chǎng)施工時(shí),操作者亦需了解被加工管道的材料,加工性能和對(duì)表面腐蝕情況作出產(chǎn)判斷。
 對(duì)彎管加工工藝的選擇有哪些差距、如果在進(jìn)行彎管加工時(shí),由于使用熱彎管加工工藝,因此不管管道直徑大小,按規(guī)定裝載干燥的細(xì)沙是必要的,加工加熱的金屬?gòu)澒軙r(shí),可以調(diào)節(jié)溫度,鋁型材的彎管也用于彎管加工,但管道不需要沙子,為了減少?gòu)濐^的橢圓度,使彎頭的腹部呈凹面,可以輕拍彎頭兩側(cè)管道壁的位置,在彎管加工部分和管道末端之間形成橢圓形。
對(duì)彎管加工工藝的選擇有哪些差距
因此在實(shí)際的加工中不要忘記,用高合金鋼管或有色金屬管道加工彎頭時(shí),有效的方法應(yīng)該是機(jī)械方法,如果需要沙子填充,就不要用錘子敲,防止彎管受損,鋁管在彎管加工中同樣需要沙子,彎管加工達(dá)到一定程度后,可以用特殊的測(cè)試設(shè)備檢查平滑度,如果溫度正確,可以將加工后的管段移動(dòng)到平面上,將管段彎管加工到與模具完全匹配的位置,然后用濕布冷卻,使用高壓鋼管進(jìn)行彎管加工時(shí),保證表面沒(méi)有損壞。
在進(jìn)行熱處理之前,可以對(duì)其進(jìn)行探傷準(zhǔn)備,如果有缺陷應(yīng)提前維修,磨損后彎管的管壁不能小于公稱壁厚,如果彎管加工是必要的,應(yīng)適當(dāng)記錄,實(shí)際上,彎頭加工有多種方法,由于管道的原材料和材料不同,選擇加工方法時(shí)也存在很大差異,但所有彎頭加工過(guò)程的終目的是相同的,并保證彎頭的質(zhì)量。
那么,當(dāng)彎管機(jī)的液壓系統(tǒng)泄漏時(shí),當(dāng)彎管機(jī)的液壓系統(tǒng)泄漏時(shí),可以減少油管接頭的數(shù)量,整合控制閥,防止系統(tǒng)漏油,為了減少整流時(shí)的液壓沖擊和機(jī)械振動(dòng),盡量延長(zhǎng)整流時(shí)間,彎管機(jī)要定期檢查,定期維修及時(shí)處置,防止泄漏的發(fā)作,其外部原因是由于油液不足而引起的。
對(duì)彎管加工工藝的選擇有哪些差距、如果在進(jìn)行彎管加工時(shí),由于使用熱彎管加工工藝,因此不管管道直徑大小,按規(guī)定裝載干燥的細(xì)沙是必要的,加工加熱的金屬?gòu)澒軙r(shí),可以調(diào)節(jié)溫度,鋁型材的彎管也用于彎管加工,但管道不需要沙子,為了減少?gòu)濐^的橢圓度,使彎頭的腹部呈凹面,可以輕拍彎頭兩側(cè)管道壁的位置,在彎管加工部分和管道末端之間形成橢圓形。
對(duì)彎管加工工藝的選擇有哪些差距
因此在實(shí)際的加工中不要忘記,用高合金鋼管或有色金屬管道加工彎頭時(shí),有效的方法應(yīng)該是機(jī)械方法,如果需要沙子填充,就不要用錘子敲,防止彎管受損,鋁管在彎管加工中同樣需要沙子,彎管加工達(dá)到一定程度后,可以用特殊的測(cè)試設(shè)備檢查平滑度,如果溫度正確,可以將加工后的管段移動(dòng)到平面上,將管段彎管加工到與模具完全匹配的位置,然后用濕布冷卻,使用高壓鋼管進(jìn)行彎管加工時(shí),保證表面沒(méi)有損壞。
在進(jìn)行熱處理之前,可以對(duì)其進(jìn)行探傷準(zhǔn)備,如果有缺陷應(yīng)提前維修,磨損后彎管的管壁不能小于公稱壁厚,如果彎管加工是必要的,應(yīng)適當(dāng)記錄,實(shí)際上,彎頭加工有多種方法,由于管道的原材料和材料不同,選擇加工方法時(shí)也存在很大差異,但所有彎頭加工過(guò)程的終目的是相同的,并保證彎頭的質(zhì)量。
那么,當(dāng)彎管機(jī)的液壓系統(tǒng)泄漏時(shí),當(dāng)彎管機(jī)的液壓系統(tǒng)泄漏時(shí),可以減少油管接頭的數(shù)量,整合控制閥,防止系統(tǒng)漏油,為了減少整流時(shí)的液壓沖擊和機(jī)械振動(dòng),盡量延長(zhǎng)整流時(shí)間,彎管機(jī)要定期檢查,定期維修及時(shí)處置,防止泄漏的發(fā)作,其外部原因是由于油液不足而引起的。

| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 100/噸 |
| 發(fā)貨期限 | 5 |
| 供貨總量 | 40 |
| 運(yùn)費(fèi)說(shuō)明 | 協(xié)商 |
| 最小起訂 | 1 |
| 質(zhì)量等級(jí) | 1 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品品牌 | 航蕭管件 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 按圖紙加工 |
| 產(chǎn)品型號(hào) | 齊全 |
| 產(chǎn)品重量 | 10 |
| 適用領(lǐng)域 | 鍋爐,橋梁,體育場(chǎng) |
| 工作溫度 | 10 |