


想要了解管母線黃銅帶實力大廠家產品的魅力?視頻為你揭曉答案!
以下是:管母線黃銅帶實力大廠家的圖文介紹


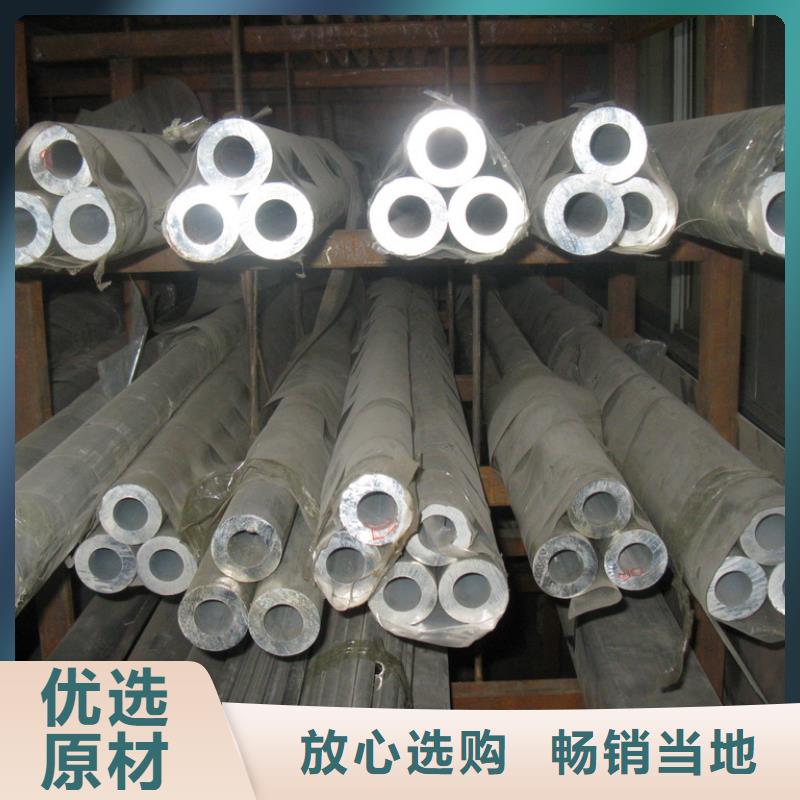
管型母線 系列產品:6063G(6063)鋁鎂合金管母線,LF21(3A21)鋁錳合金管母線,LDRE(6R05)鋁鎂硅合金管母線,6Z63(6063-Zr)耐熱鋁合金管母線 ,6063鋁鎂合金管管形母線、廣東汕頭當地6063G鋁鎂合金管形母線、廣東汕頭當地LF-21鋁錳合金管形母線、廣東汕頭當地3A12鋁錳合金管形母線、廣東汕頭當地LDRE鋁鎂硅合金管形母線、廣東汕頭當地6R05鋁鎂硅合金管形母線、廣東汕頭當地6Z63耐熱鋁合金管形母線的三酸化拋槽,盡管我們都能按照一定的配比來調整亮度,但是既要保持亮度,防止產生麻點,又要持續鋁型材不容易被控制。那么我們鋁型材生產廠家應該從以下這幾個方面來注意調節控制:1、廣東汕頭當地用自動線和半自動線拋光料,首先操作者們應該具有一定時期的手動拋光的經驗。以便及時的少量補加。自動線和半自動線都必須調整到拋光時間大于30秒,這樣才不容易產生缺陷。否則鋁型材生產廠家是很難生產出合格產品的。2、廣東汕頭當地拋光槽隨著鋁型材生產廠家的進行,除了濃度、廣東汕頭當地溫度容易變化,它還容易受到操作方式、廣東汕頭當地懸掛方式和裝夾數量的多少而發生變化,這時候我們需要根據現場的條件來隨時做出判斷調整。3、廣東汕頭當地尤其是鋁合金材料之間所留的間距要比常規的陽極氧化間距要寬1倍。4、廣東汕頭當地如果能調整到合格的亮度,但是有麻點,就應該考慮到操作的方法和方式:A.降低溫度;B.蒸發多于的水;C.縮短拋光時間;D.增加空氣攪拌;E.水洗槽加3%硝酸;F水洗采用40度熱水。5、廣東汕頭當地調整好槽液以后,要先實驗調整操作的條件,化拋時間大于30秒,否則現場是很難操作控制的。6、廣東汕頭當地有了恰當的配比濃度,還必須有正確合格熟練的操作方法,才能保持持續鋁型材生產廠家出合格的產品
[



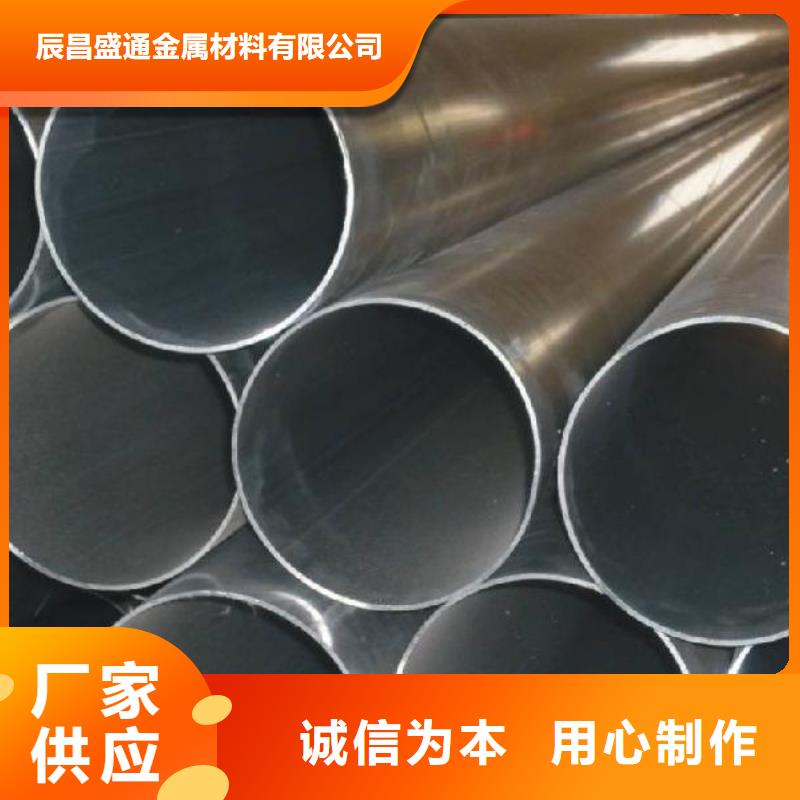
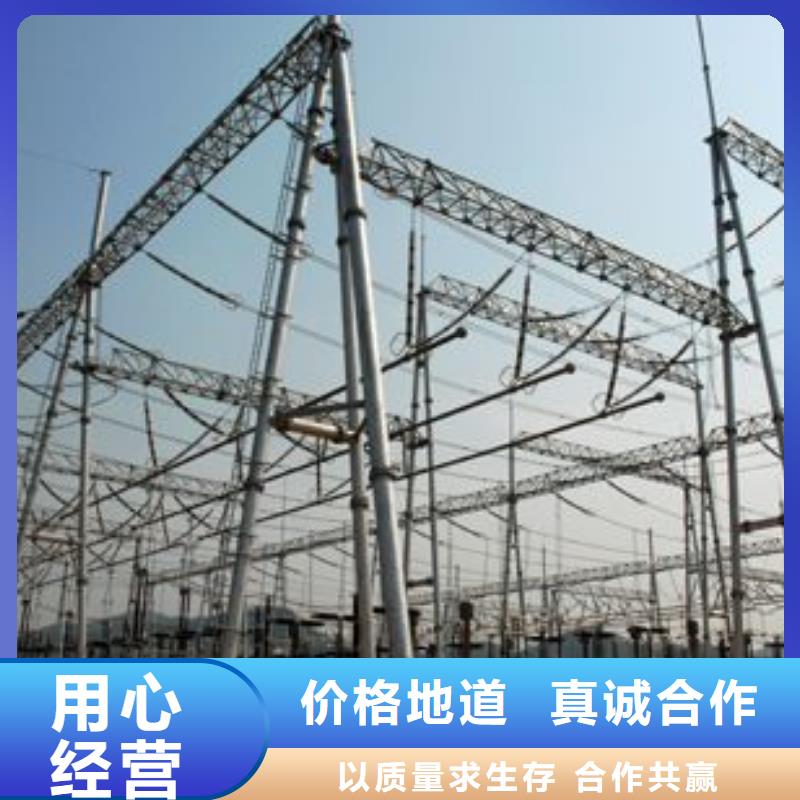
6063G(6063)鋁鎂合金管母線,LF21(3A21)鋁錳合金管母線,LDRE(6R05)鋁鎂硅合金管母線,6Z63(6063-Zr)耐熱鋁合金管母線 ,6063鋁鎂合金管管形母線、廣東汕頭6063G鋁鎂合金管形母線、廣東汕頭LF-21鋁錳合金管形母線、廣東汕頭3A12鋁錳合金管形母線、廣東汕頭LDRE鋁鎂硅合金管形母線、廣東汕頭6R05鋁鎂硅合金管形母線、廣東汕頭6Z63耐熱鋁合金管形母線;屏蔽式絕緣銅(鋁)管母線、廣東汕頭電力金具、廣東汕頭電線電纜、廣東汕頭LGJ鋼芯鋁絞線,NAHLGJQ耐熱鋼芯鋁絞線,SY單導線設備線夾,SYG銅鋁單導線設備線夾,MGZ終端球,MGZ1管形母線帶阻尼線終端球,MGF管形母線封端蓋,MGF1管形母線帶阻尼線封端蓋,MGT T型線夾,SY設備線夾,KLMG型跨路母線過渡金具,MGG型固定金具,MGG型滑動線夾等等。:6063G鋁鎂合金管母線,LF-21Y鋁錳合金管母線,LDRE鋁鎂硅合金管母線----鋁鎂合金管母線的用途:管母線_絕緣鋁管母線_絕緣管母線_管型母線_電站用管型母線、廣東汕頭復合屏蔽銅(鋁)管型母線橋、廣東汕頭管型母線金具、廣東汕頭鋼芯鋁絞線、廣東汕頭大截面耐熱鋁合金導線。主要應用在我國電力建設工程中電網輸電導線與變電站變壓器之間的導體連接、廣東汕頭輸電線路中的跳線、廣東汕頭電力設備中的連接導體以及日照鋁鎂合金管母線鋁錳合金管母線鋁大電流直流融冰裝置中作過流導體。 鋁鎂合金管母型母線鋁錳合金管母線 全絕緣銅管母線半絕緣銅管母線是取代傳統的矩形、廣東汕頭槽形、廣東汕頭棒形母線和軟導線的***導體,是電力輸變電系統中關鍵的設備(材料)之一,對輸變電系統及電力設備的安可靠運行起著至關重要的作用。產品為空心管形結構,表面光澤,外形美觀,尺寸均勻. 聊城市鼎利公司供應的 管母為空心導體,對流散熱條件好,溫升低,損耗小;趨膚效應系數小,電流分布均勻,電流密度可達1.4A/mm2;有利于提高電暈起始電壓;安裝、廣東汕頭維修簡單,連接方便;占地面積小,是軟導線的的1/3;內部晶粒組織致密,抗腐蝕性強;不易覆冰、廣東汕頭抗災能力強;6Z63高度強耐熱鋁合金管型母線可在150°C—200°C環境下全安運行,在250°C環境下,抗拉強度可保持常溫時88%以上,該特性適合融冰裝置工程、廣東汕頭大容量變電站工程。


辰昌盛通金屬材料有限公司是廣東汕頭專注生產、銷售 廣東汕頭紫銅排的廠家,公司擁有先進的設備,雄厚的技術力量,科學的工藝流程,完善的質量檢測體系,采用優良的 廣東汕頭紫銅排原材料,嚴把質量關。我廠擁有先進的管理經驗、生產流程和質量控制手段,保證為客戶提供高質量的 廣東汕頭紫銅排產品。在我們強調產品質量的同時,還積j i與客戶進行溝通,了解客戶的需求,并為客戶提供貼心和及時的售后服務。公司始終堅持以用戶至上,質量至上,信譽至上,服務至上為經營方針,以優良的 廣東汕頭紫銅排產品和貼心的服務與各界朋友真誠合作,共同發展。




如何防止鋁合金管母線在焊接的時候變形- 來源: 中國金屬資訊網 發布人: newsh 大中小摘要: 熔化狀態的鋁合金在凝固結晶過程中,其體積大約減少6%,在此過程中所產生的收縮應力可能會導致焊接接頭的變形。熔化狀態的鋁合金在凝固結晶過程中,其體積大約減少6%,在此過程中所產生的收縮應力可能會導致焊接接頭的變形。焊接變形造成焊接結構尺寸形狀超差,焊接結構組裝配合困難,焊接變形過大或矯正無效,有可能使產品報廢,造成經濟損失。鋁及鋁合金焊接產品當中目前都以薄板構件居多,在焊接過程中更易發生變形,因而有效地控制其變形就顯得尤為重要。控制變形與正確的結構設計,接頭的準備和裝配,焊接方法的選擇和正確的焊接次序有關。為了使變形減至小,零件設計時,應該將焊縫減至少并且合理布置焊縫位置,如果是在剛性的區域局部焊接,如在邊棱或拐角處焊接,將會使變形很小,焊縫應該遠離強烈的冷作硬化區。合理選擇焊接工藝,可以使變形減至小,如選用熱輸入集中的焊接方法,單邊焊時采用反變形法,雙面焊時使焊縫的每一邊都熔敷上等量的金屬。正確的焊接順序是控制和減少變形的主要方法。它使焊接變形消失于焊接過程中,或使不同時期、廣東汕頭不同位置產生的焊接變形相反、廣東汕頭相消,從而達到控制焊接變形的目的。設計焊接順序時可以考慮以下幾點:(1)一般應從中心向外進行焊接;(2)具有 收縮的焊縫先焊;(3)如有可能,為了平衡收縮,對于一個結構的兩邊焊接應該同時進行;(4)焊縫應分布在結構的兩邊,焊接時,焊道要兩邊交替焊接,以平衡應力。若條件允許,應盡量采用分段逆焊技術;(5)對于一個焊道,一旦開始焊接后,就不要間斷,一直焊完。采用工裝夾具對焊件進行剛性固定之后再實施焊接,這也是防止變形的有效措施,且不分考慮焊接順序。但是對于一些大的、廣東汕頭形狀復雜的焊件來說,夾具的制造比較麻煩,而且撤除固定之后,焊件還有少許變形。因此,這種方法更適用于一些小的,形狀規則的焊件焊接。如果焊件尺寸大、廣東汕頭形狀復雜,又是成批生產,則可以設計一個能夠轉動的專用焊接模具,既可以防止變形,又能提高生產率。在實際焊接生產中,控制變形的方法還有很多,而且在運用時,常常多是聯釆用,而不是單獨采用。因此要具體問題具體分析。

