


韶關調質油缸管-為您服務 <韶關>九冶管業有限公司
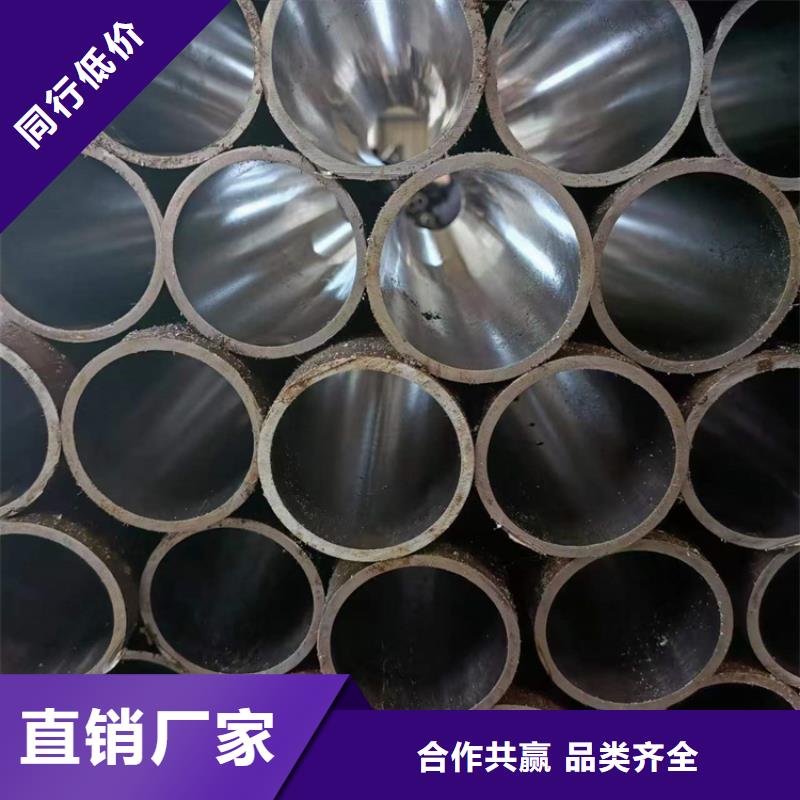
無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象,滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。45#絎磨管表面熱處理具體定義 ,

第二、鍍鉻液壓珩磨管如何生銹1.用化學酸洗完之后再用電解方法進行一次補充就可以讓鍍鉻液壓珩磨管得到非常好的保護了,對鍍鉻液壓珩磨管進行除銹,在給鍍鉻液壓珩磨管除銹時主要采用鋼絲刷對它的表面進行打磨,這種方法可以有效的去除鍍鉻液壓珩磨管表面松動或翹起的鐵銹。2.對鍍鉻液壓珩磨管的表面進行清洗,在對鍍鉻液壓珩磨管進行清洗時要用溶劑或乳劑對表面進行清洗,用來達到除油和除灰塵的作用,這種方法只適合于去除鍍鉻液壓珩磨管表面的油脂和灰塵對銹和氧化皮是無法去除的,因此在防腐生產中這種方法只能作為輔助手段。優質精密絎磨管故障診斷的操作原則

小口徑絎磨管磨管尺寸偏差的計算方法1.小口徑珩磨管檢查臺作用在成品檢查臺上,對稱品合金鋼管要逐支進行管徑、壁厚的測量,精密管,同時進行內外表面質量的檢查。2.小口徑珩磨管尺寸偏差的計算方法—小口徑珩磨管外徑偏差的計算正偏差=(D 大-D 公)/D 公×負偏差=(D 小-D 公)/D 公×外徑公差范圍=正偏差+負偏差3.小口徑珩磨管壁厚偏差計算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×負偏差(-△S)= 壁厚公差范圍=正偏差+負偏差
韶關調質油缸管-為您服務