






厚壁鋼板卷管錐形卷管、異形卷管工藝流程圖
錐形卷管、異形卷管成型注意事項:
①把卷板機上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進入速度要加快;
②在輥子的一段加一個旁輪卷錐裝置;
③在卷板機的下輥兩側裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進.
:大口徑卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖

各類型鋼板卷管合金都有以下通性:
(1)多數合金熔點低于其組分中任一種組成金屬的熔點;
(2)硬度比其組分中任一金屬的硬度大;
(3)合金的導電性和導熱性低于任一組分金屬。利用合金的這一特性,可以制造高電阻和高熱阻材料。還可制造有特殊性能的材料,如在鐵中摻入15%鉻和9%鎳得到一種耐腐蝕的不銹鋼,適用于化學工業。
(4)有的抗腐蝕能力強(如不銹鋼) 鋼管卷管結構形式為三輥對稱式,上輥在兩下輥中央對稱位置作垂直升降運動,通過液壓缸內的液壓油作用于活塞而獲得,為液壓傳動;兩下輥作旋轉運動,通過減速機的輸出齒輪與下輥齒輪嚙合,為卷制板材提供扭矩。鋼管卷管缺點是板材端部借助其它設備進行預彎。
鋼板卷筒筒體的制作方法
技術領域:
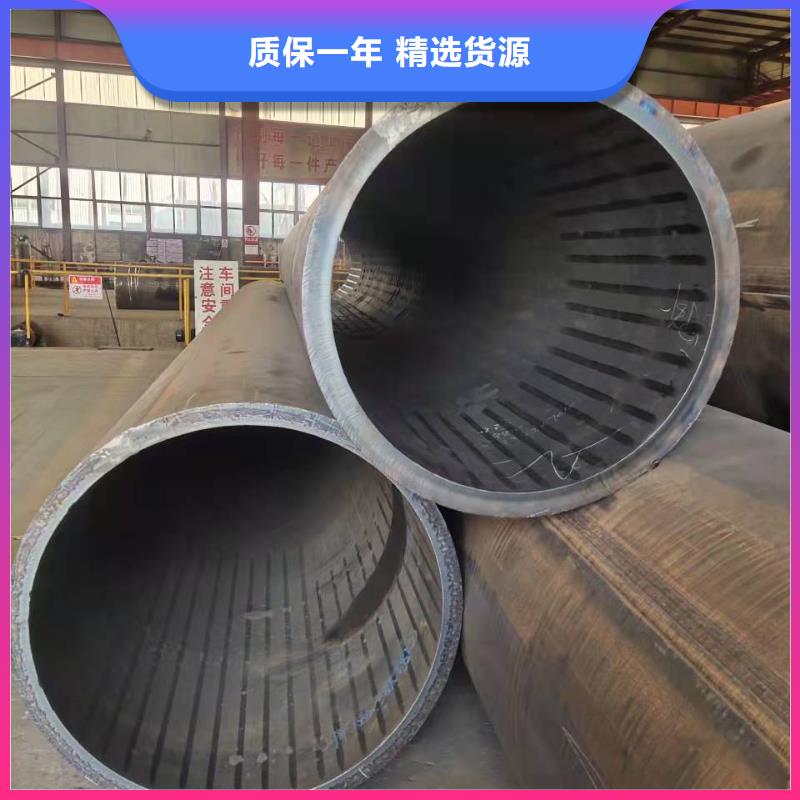
本實用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領域,當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊
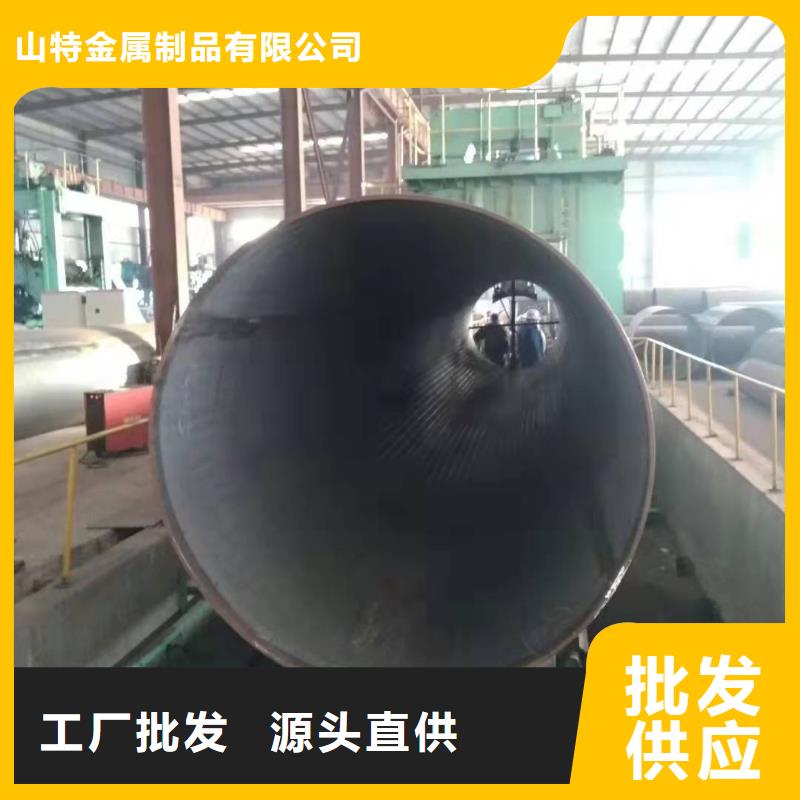
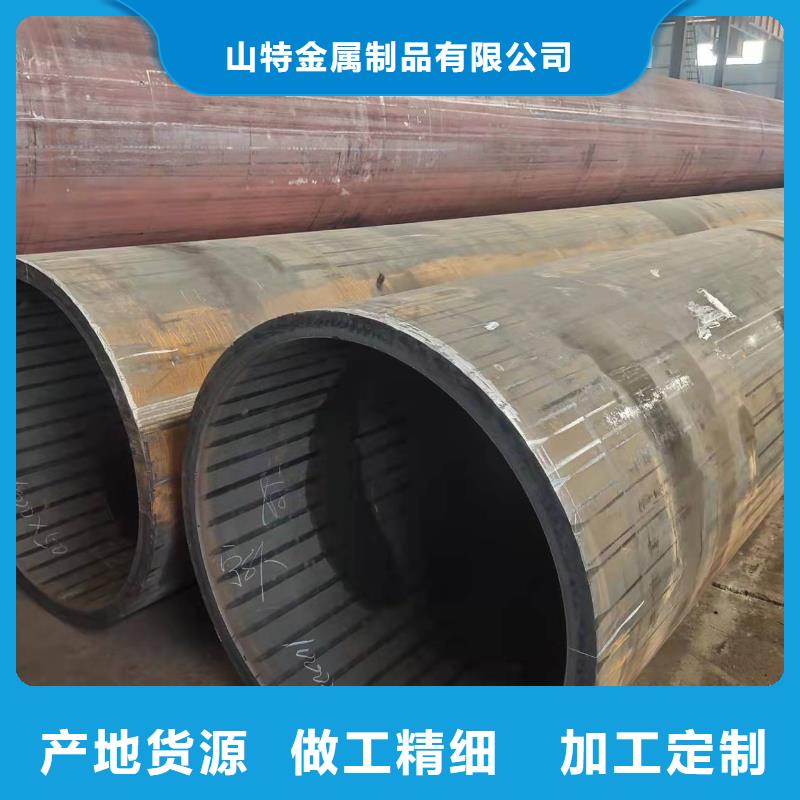
專業生產口徑400-3500mm、壁厚6-120mm的埋弧焊鋼管 產品廣泛用于:石油、化工、天然氣輸送、打樁、城市供水、供熱、供氣等工程金宏通卷管定制品種有大中口徑鋼板卷管、厚壁卷管、大口徑卷管、板卷管、不銹鋼卷管、合金卷管、卷焊鋼管、直縫焊管 、焊接鋼管。公司有大型卷管機兩套,可生產外徑Ф390-3500mm壁厚8mm-120mm的焊接鋼管和板卷管,歡迎新老客戶洽談選購!
主要生產卷管、Q235B卷管、Q345B厚壁卷管、大口徑卷管、厚壁卷管,材質20# 35# 、45#、16Mn、40Cr、12Cr1MoV、30CrMo等合金管。